
| مادهای از نیمهویژه مس | مس الکترولیتی با محتوای نقره 0.03٪، 0.08٪، 0.10٪ یا بیشتر | |
| ماده قالبسازی | ترکیب قالبگیری (CN6575، PM6630، PM6830، PM6432، WH5515 و غیره) و میکا | |
| ماده عایق | میکا | |
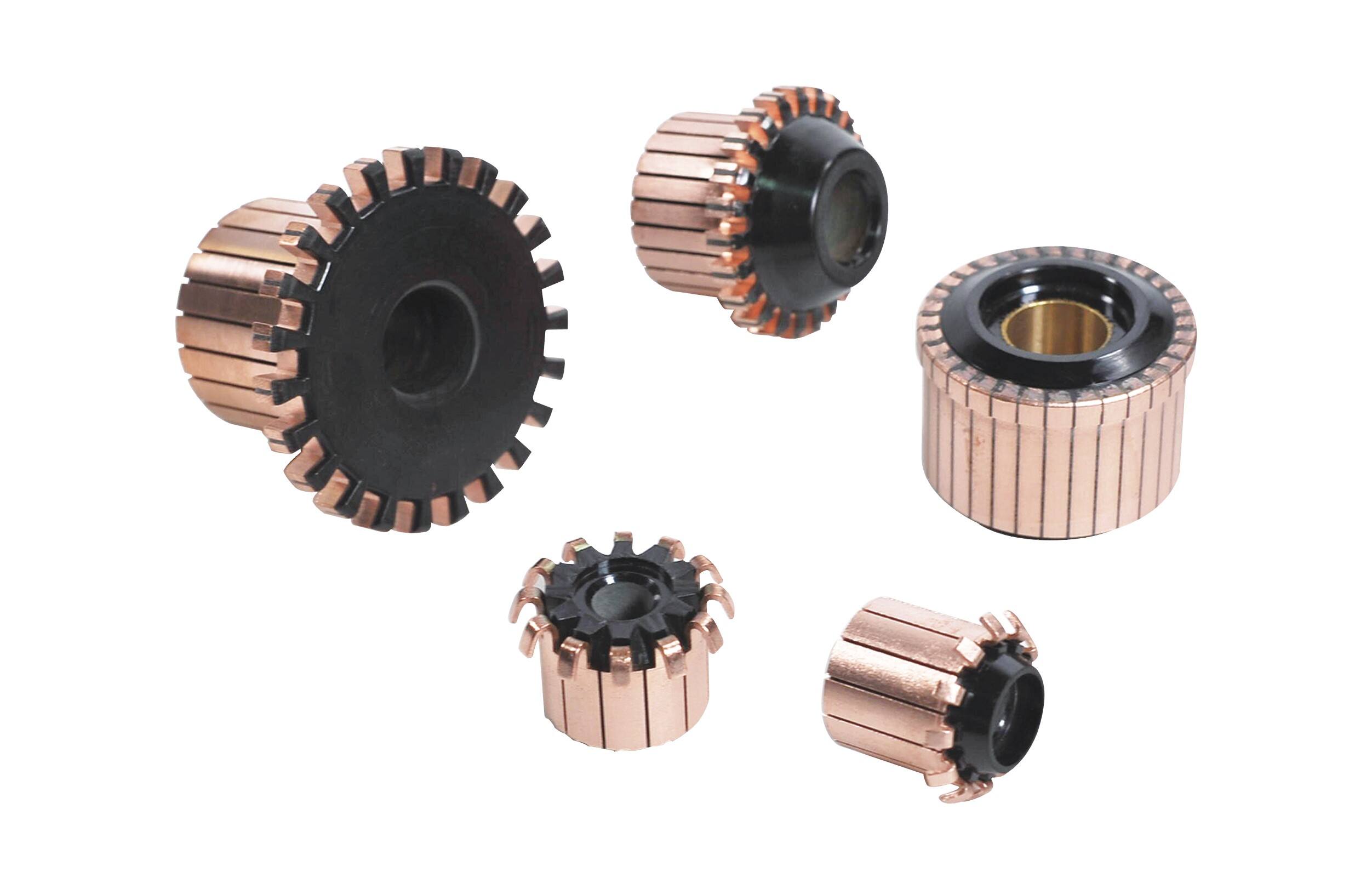
| نوع فرآیند | نوع تقسیمبندی شده، نوع کیج، نوع فنجان، نوع بلندی، نوع ضربهای سرد، نوع برنامهریزی | |
| حلقههای تقویتکننده | حلقه فولادی یا حلقوی فیبرگلاس | |
| مادهی بوش | برنز، فولاد، دانه فنر | |
| بررسی کلیدی | سرعت آزمون چرخش | |
| گسستگی گردی، انحراف پاره از پاره قبل و بعد از آزمون چرخش | ||
| ولتاژ آزمون پاره به پاره | ||
| ولتاژ آزمون پاره به حفره | ||
| سرعت آزمون شکست | ||
| آزمون سازگاری شفت | ||
| نیروی لایه برداری هوک | ||
| تعادل | ||
| توضیحات پارامتر | مشخصات کامیو | پارامتر فنی |
| آزمون سرعت بیشینه | قطر خارجی کمتر از 25.5 میلیمتر | دماي اتاق:44000دور در دقیقه، پس از 10دقیقه، انحراف در حین جريان بین قطعات:0.003، تغییر قطر خارجی:0.007میلیمتر |
| گرم کردن به 250°C:44000دور در دقیقه، پس از 10دقیقه، انحراف در حین جريان بین قطعات:0.003، تغییر قطر خارجی:0.007میلیمتر | ||
| قطر خارجی 25.5میلیمتر تا 28.5میلیمتر | دماي اتاق:44000دور در دقیقه، پس از 10دقیقه، انحراف در حین جريان بین قطعات:0.003، تغییر قطر خارجی:0.007میلیمتر | |
| گرم کردن به 250°C:38000دور در دقیقه، پس از 10دقیقه، انحراف در حین جريان بین قطعات:0.003، تغییر قطر خارجی:0.007میلیمتر | ||
| قطر خارجی 28.5میلیمتر تا 32.5میلیمتر | دماي اتاق:37000دور در دقیقه، پس از 10دقیقه، انحراف در حین جريان بین قطعات:0.003، تغییر قطر خارجی:0.010میلیمتر | |
| گرم کردن به 250°C:35000دور در دقیقه، پس از 10دقیقه، انحراف در حین جريان بین قطعات:0.003، تغییر قطر خارجی:0.010میلیمتر | ||
| قطر خارجی 32.5میلیمتر تا 38.5میلیمتر | دمای اتاق: 34000 RPM، پس از 10 دقیقه، انحراف در بین قطعات: 0.003، تغییرات قطر خارجی: 0.010 میلیمتر | |
| گرم شدن به 250°C: 32000 RPM، پس از 10 دقیقه، انحراف در بین قطعات: 0.003، تغییرات قطر خارجی: 0.010 میلیمتر | ||
| عایق کردن با آزمون ثابت بودن | ویژگیهای مختلف | دمای اتاق: بین سوراخ محور و قطعه کامیوستور ≥150MΩ |
| گرم شدن: 140°C در مدت زمان 1 ساعت، بین سوراخ محور و قطعه کامیوستور ≥100MΩ | ||
| تس sockfdor کامیوستور | ویژگیهای مختلف | با بوش H7 / بدون بوش H8 |
| فرکانس AC | ویژگیهای مختلف | 50Hz / 60Hz |

