

تتطور صناعة الطائرات المُسيرة بوتيرة غير مسبوقة، ويجب أن تتماشى البنية التحتية التصنيعية الداعمة لها مع هذه الوتيرة. وفي قلب هذه الثورة التصنيعية تقع خط إنتاج المحركات — أنظمة متطوّرة للغاية مُصمَّمة لإنتاج محركات الطائرات المُسيرة بسرعةٍ ودقةٍ واتساقٍ يلبي متطلبات التطبيقات الجوية الحديثة. سواءً كانت هذه المحركات مخصصةً للطائرات المُسيرة المستخدمة في سباقات الرؤية الأولى شخصيًا (FPV)، أو لطائرات التوصيل التجارية غير المأهولة (UAVs)، أو لمنصات التفتيش الصناعي، فإن جودة المحرك تحدد بشكل مباشر مدى موثوقية الأداء وفعاليته في المنتج النهائي. وهذا يجعل تصميم خطوط إنتاج المحركات وقدرتها واحدةً من أكثر الاستثمارات استراتيجيةً أهميةً التي يمكن لشركة مصنِّعة للطائرات المُسيرة أن تقوم بها.
تمثل خطوط إنتاج المحركات عالية السرعة المصممة خصيصًا لقطاع الطائرات المُسيرة تكاملًا بين تقنيات الأتمتة والهندسة الدقيقة ومعرفة العمليات الخاصة بالصناعة. فهذه الخطوط ليست أنظمة عامة لتجميع المحركات تم استعارتها من قطاعات صناعية أخرى، بل هي أنظمة مُصمَّمة هندسيًّا خصيصًا وفقًا لمواصفات التحمل البُعدي، ومتطلبات اللف، وشروط المغنطة، وحجم الإنتاج الذي يميز تصنيع محركات الطائرات المُسيرة. ولذلك فإن فهم كيفية هيكلة هذه الأنظمة، وما الذي يجعلها عالية السرعة، ولماذا تكتسب أهميةً بالغةً بالنسبة لشركات الطائرات المُسيرة العاملة على نطاق إنتاجي واسع، يُعد أمرًا جوهريًّا لأي شخصٍ يشارك في تصنيع مكونات الطائرات المُسيرة غير المأهولة (UAV) أو في اتخاذ قرارات الاستثمار المتعلقة بسلاسل التوريد.
هيكل خطوط إنتاج المحركات عالية السرعة للطائرات المُسيرة
الأنظمة الفرعية الأساسية التي تُحدِّد أداء الخط
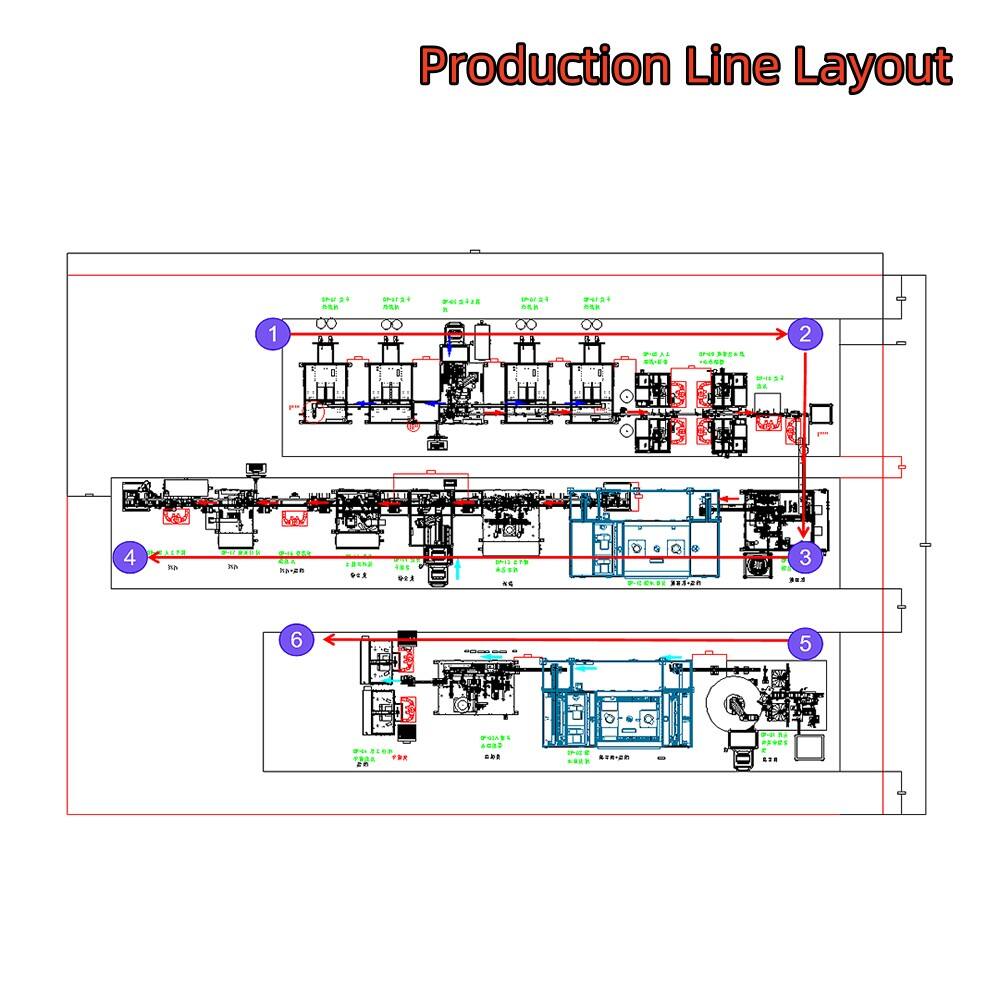
خط إنتاج محركات الطائرات المُسيرة عالي السرعة ليس جهازًا واحدًا فقط، بل هو تسلسل متكامل من محطات المعالجة، تقوم كلٌّ منها بخطوة حاسمة في تحويل المكونات الأولية إلى محركٍ جاهز ومُختبر. وتشمل البنية النموذجية محطات للفائف الجزء الثابت (ستاتور)، ووحدات مغنطة الجزء الدوار (روتور)، ومحطات تركيب المحامل بالضغط، وأنظمة التجميع والمحاذاة، ووحدات الفحص الآلي للجودة. ويجب أن تعمل كلٌّ من هذه الأنظمة الفرعية بشكل متزامن ومتناغم للحفاظ على معدل إنتاج مرتفع دون إدخال عيوب في الجودة.
تُعتبر محطة لفّ اللفاف الثابتة غالبًا أكثر العقد تقنيةً في خطوط إنتاج المحركات للطائرات المُسيرة. فمحركات الطائرات المُسيرة، ولا سيما التصاميم الخارجة بدون فرشاة (outrunner)، تتطلب اتساقًا دقيقًا جدًّا في لفّ الملفات عبر جميع الأقطاب. وتستخدم آلات اللف الآلية أنظمة إدارة شدّ مُتحكَّم بها بواسطة محركات سيرفو، وآليات لف دقيقة باستخدام إبرة أو لف تورويدي لضمان توزيع متجانس للسلك، وعدد دورات صحيح، وأدنى حدٍّ ممكن من التلف الذي يصيب العزل. أما أي انحرافات تحدث في هذه المرحلة فهي تنتشر وتؤثر على الأداء الكهرومغناطيسي للمحرك بأكمله، ما يجعل أتمتة عملية اللف أولوية لا يمكن التنازل عنها.
تتعامل محطات تجميع الدوار مع مغنطة أجراس الدوار وتركيب المغناطيسات الدائمة عليها. وتستخدم خطوط إنتاج المحركات عالية السرعة تركيبات مغنطة متعددة الأقطاب، مُعايرة بدقة بعدد الأقطاب المحددة لكل طراز من المحركات، لضمان اتساق كثافة التدفق المغناطيسي. كما تم دمج أنظمة توزيع اللواصق الآلية والتجفيف بالأشعة فوق البنفسجية لتثبيت المغناطيسات بدقة الموضع المطلوبة للحد من الاهتزازات وتعظيم عزم الدوران الناتج. ولا يمكن تحقيق هذا المستوى من التحكم في العمليات على نطاق الإنتاج إلا عبر الأتمتة الكاملة.
دمج أنظمة مراقبة الجودة أثناء التشغيل
إحدى السمات المميزة لخطوط إنتاج المحركات الحديثة الخاصة بصناعة الطائرات المسيرة هي الدمج السلس لمراقبة الجودة أثناء الإنتاج، وليس الاكتفاء بالتفتيش النهائي فقط. وتُدمج أنظمة الرؤية الحاسوبية ووحدات القياس بالليزر ومحطات اختبار القوة الدافعة الكهربائية العكسية (back-EMF) في مختلف مراحل الخط، للتحقق من المعايير الحرجة في كل مرحلة من مراحل التصنيع. ويتيح هذا النهج اكتشاف العيوب في وقت مبكر، مما يمنع هدر العمليات الإضافية على المكونات التي تبين أنها معيبة بالفعل.
تتحقق محطات القياس الداخلية للمقاومة والمحاثة من سلامة لفائف اللف فور الانتهاء من عملية لف الجزء الثابت (Stator). ويتم تحويل أي جزء ثابت لا يتوافق مع المواصفات تلقائيًا إلى مسار منفصل قبل الانتقال إلى المرحلة التالية. وبالمثل، تحدد عمليات الفحص الآلية للتوازن على الدوارات المجمعة عدم التناسق في التوزيع الكتلي الذي قد يتسبب في اهتزاز الطائرة أثناء الطيران. وهذه البنية التحتية للفحص المتعدد المراحل هي ما يمكّن خطوط إنتاج المحركات عالية السرعة من الحفاظ على معدلات جودة قابلة تجاريًّا عند مستويات الإنتاج الضخم.
تُضيف أنظمة جمع البيانات وإمكانية التتبع بعدًا آخر من القيمة. ويُخصص لكل محرك يتم إنتاجه على خطوط إنتاج المحركات الحديثة مُعرِّفٌ فريد، وتُسجَّل جميع معايير العمليات — مثل قيم العزم، وقراءات المقاومة، والقياسات البعدية — وترتبط بهذا المُعرِّف. وتزداد الحاجة باستمرار إلى هذه القدرة على التتبع من قِبل مشغِّلي الطائرات المُسيَّرة التجارية والهيئات التنظيمية، ولا يمكن تحقيقها بكفاءة إلا عبر بنية تحتية إنتاجية آلية بالكامل.
هندسة السرعة والإنتاجية في خطوط إنتاج محركات الطائرات المُسيَّرة
ما الذي يجعل خط إنتاج المحركات عالي السرعة حقًّا
يشير مصطلح «عالي السرعة» في سياق خطوط إنتاج المحركات إلى عدة أبعاد أداءٍ مختلفةٍ لكنها مرتبطةٌ ببعضها ارتباطًا وثيقًا. ويُعَدُّ زمن الدورة الخام لكل وحدة المقياس الأكثر وضوحًا — ويُقاس بالثواني لكل محرك من البداية حتى النهاية — لكنه ليس المقياس الوحيد. فمدى توافر الخط، وزمن التحويل بين طرازات المحركات المختلفة، والوقت الضائع الناتج عن العيوب، ومعدل العائد (النسبة المئوية للوحدات المنتجة خالية من العيوب) كلُّها عوامل تؤثر في معدل الإخراج الفعلي الفعّال الذي يمكن أن يعتمده المصنِّع في تخطيط الإنتاج.
ت loge خطوط إنتاج المحركات عالية السرعة الحديثة أوقات دورة لكل وحدة تُعتبر أقصر بكثير من أساليب التجميع اليدوي أو شبه الآلي. فعلى سبيل المثال، يمكن لعملية لف الجزء الثابت (الستاتور) بالكامل وبشكل آلي أن تُكمل تصنيع جزء ثابت متعدد الأقطاب في جزء بسيط من الوقت الذي يستغرقه حتى أكثر العمال المهرة أداءً يدويًّا، مع تحقيق درجة أعلى بكثير من الاتساق. وعندما تتراكم هذه الميزة الزمنية عبر جميع محطات العمليات، وتتضاعف بفضل القدرة التشغيلية على مدار ٢٤ ساعة، فإن الميزة الناتجة في معدل الإنتاج مقارنةً بالإنتاج اليدوي تصبح تحويلية من الناحية التجارية.
هندسة المعالجة المتوازية — حيث تمر وحدات متعددة عبر محطات مختلفة في وقت واحد بدلًا من التتابع — تُعَدُّ خيارًا تصميميًّا هيكليًّا رئيسيًّا في خطوط إنتاج المحركات عالية الإنتاجية. ويضمن هذا النهج التجميعي (Pipelining) أن تكون جميع المحطات نشطة في الوقت نفسه، مما يحقِّق أقصى استفادة ممكنة من المعدات الرأسمالية ويقلِّل إلى أدنى حدٍّ من أوقات التوقف غير المنتج. ويتطلَّب التنفيذ الفعّال لهذا النهج موازنة دقيقة لأزمنة الدورة في كل محطة، لضمان ألا تصبح أي محطة واحدة عائقًا ثابتًا.
المرونة وقدرة التحوُّل بين النماذج
سوق محركات الطائرات المسيرة يتميّز بتنوع كبير في النماذج. وتحتاج تطبيقات الطائرات المسيرة المختلفة إلى محركات ذات أقطار مختلفة للجزء الثابت (ستاتور)، وتوزيعات مختلفة لللفائف، وتصنيفات مختلفة لقيمة KV، وأبعاد فيزيائية متفاوتة. وبذلك فإن خط الإنتاج الذي يمكنه تصنيع نموذج واحد فقط من المحركات بكفاءة عالية يقدّم قيمة تجارية محدودة لمصنّع طائرات مسيرة يمتلك محفظة منتجات متنوعة. ولقد بدأت خطوط إنتاج المحركات عالية السرعة المصمَّمة خصيصًا لصناعة الطائرات المسيرة في معالجة هذه التحديات بشكل متزايد عبر هياكل تسمح بتغيير النماذج بسرعة.
تسمح أنظمة الأدوات القابلة للتغيير السريع، والتبديل القائم على الوصفات (ريسيبي) لمُعايير التشغيل الآلي، وتصاميم التثبيتات المعيارية، لخطوط إنتاج المحركات الحديثة بالانتقال بين نماذج المحركات مع أقل وقت توقف ممكن. فبدلًا من ساعات من إعادة التهيئة الميكانيكية، يستطيع المشغلون تنفيذ تغيير النموذج خلال دقائق فقط عن طريق استدعاء مجموعة المعايير المخزَّنة مسبقًا واستبدال إدخالات الأدوات القياسية.
تدعم بعض خطوط إنتاج المحركات المتقدمة للطائرات المسيرة جدولة الإنتاج المختلط، حيث تُعالَج أنواع مختلفة من المحركات على نفس الخط خلال وردية واحدة وفقًا لأولويات الطلب. ويتطلب هذا القدرة برمجيات تحكم متقدمة في الخط قادرة على إدارة انتقالات الوصفات بشكل ديناميكي وتوجيه المكونات بدقة عبر محطات المعالجة المشتركة.
عمق أتمتة العمليات في تصنيع محركات الطائرات المسيرة
مستويات الأتمتة وتأثيرها على جودة المخرجات
عمق الأتمتة في خط إنتاج المحركات توجد على مقياس. ففي أحد طرفيه توجد خطوط شبه آلية تقوم فيها الآلات بأداء مهام محددة تتطلب دقة عالية، بينما يتولى المشغلون البشريون عمليات التحميل والتفريغ ونقل القطع بين المحطات. أما في الطرف الآخر فتوجد خطوط آلية بالكامل، حيث تُدار جميع عمليات نقل المواد بواسطة أنظمة الروبوتات، وأنظمة النقل الحزامية، والتفتيش الآلي، وبتدخل بشري ضئيل للغاية. ويعتمد المستوى الملائم من الأتمتة على متطلبات حجم الإنتاج، وهيكل تكاليف العمالة، وأهداف اتساق الجودة.
لإنتاج محركات الطائرات المسيرة بكميات كبيرة، توفر الأتمتة الكاملة مزايا جذّابة تتجاوز السرعة وحدها. فالمُشغلون البشريون يُدخلون عوامل تباين — مثل قوة التثبيت المطبَّقة، ودقة تحديد المواقع، واتساق زمن الدورة — التي تكتسب أهمية إحصائية واضحة عند إنتاج كميات كبيرة. وتلغي عملية الإنتاج الآلي للمحركات هذا المصدر من التباين، ما يؤدي إلى إنتاج محركات تتسم بتوزيعات إحصائية أضيق للمعايير الأساسية للأداء. وهذه الاتساقية تُترجم مباشرةً إلى أداء طيران أكثر قابلية للتنبؤ به عند تركيب المحركات في وحدات الطائرات المسيرة.
إن الآثار المترتبة على إدارة الجودة عميقة. فعندما تعمل خطوط إنتاج المحركات بدرجة عالية من الأتمتة، يتحول التحكم في الجودة من اكتشاف العيوب بالاعتماد على أخذ العينات إلى التحكم النظامي في العمليات. وبدلًا من فحص نسبة مئوية من الوحدات المنتهية لتقدير معدلات العيوب، تقوم الخطوط الآلية بمراقبة معايير العملية باستمرار والتدخل الفوري عند اكتشاف أي انحراف. وهذه نموذج ضمان جودةٍ جوهريًّا أكثر تفوُّقًا لمكوِّنٍ حساسٍ جدًّا من حيث السلامة مثل محرك الطائرة المسيرة.
متطلبات التجميع الروبوتي والمناولة الدقيقة
محركات الطائرات المُسيرة هي مكونات صغيرة الحجم وعالية الدقة، حيث تكتسب دقة التثبيت على مستوى المليمتر أهمية كبيرة أثناء عملية التجميع. ولذلك، يجب أن تعمل أنظمة التجميع الروبوتية في خطوط إنتاج محركات الطائرات المُسيرة بدقة تكرار موضعية عالية وقدرة على التعامل اللطيف مع المكونات الصغيرة والهشة. وتُستخدم عادةً أذرع روبوتية ذات ست درجات من الحرية ومزودة بقدرات استشعار القوة لعمليات تركيب المحامل وإدخال الدوار، مما يضمن تثبيت هذه المكونات بشكل صحيح دون التسبب في أي أضرار ناجمة عن تطبيق قوة زائدة.
تُضيف الروبوتات المُوجَّهة بالرؤية طبقةً إضافيةً من القدرات، حيث تُمكِّن الروبوت من التصحيح الذاتي لاختلاف عرض القطع — وذلك بتعديل مسار الإمساك أو التوضع استنادًا إلى التغذية الراجعة الفورية من الكاميرا، بدلًا من الاعتماد الكامل على التثبيت في مواضع ثابتة. وتحسِّن هذه القدرة التكيفية معدلات نجاح المحاولة الأولى في عمليات التجميع، وتقلل من تكرار الانسدادات أو الأخطاء في التجميع التي قد تتسبب في توقف خط الإنتاج. ومع استمرار انخفاض أبعاد محركات الطائرات المسيرة مع كل جيلٍ جديدٍ من التصاميم، فإن متطلبات الدقة الروبوتية في خطوط إنتاج المحركات ستزداد حدةً فقط.
القيمة الاستراتيجية لخطوط إنتاج محركات الطائرات المسيرة المخصصة
التنافسية التصنيعية في سوقٍ توسَّع بسرعة
من المتوقع أن يشهد سوق الطائرات المُسيرة العالمي نموًّا عاليًا مستمرًّا في القطاعات التجارية والصناعية والاستهلاكية على مدار العقد القادم. وينتج عن هذه المسار ضغط هائل على طلب سلاسل توريد محركات الطائرات المُسيرة. فالشركات المصنِّعة التي تستثمر حاليًّا في خطوط إنتاج المحركات عالية السرعة، فإنها تبني البنية التحتية لقدرات الإنتاج اللازمة للتوسُّع بالتوازي مع نمو السوق، بدلًا من التسابق لسد الفجوة أثناء موجات الطلب المرتفعة. وتشكِّل قدرة الإنتاج حاجزًا تنافسيًّا في أسواق الأجهزة، بينما تُعَدُّ خطوط إنتاج المحركات الوسيلة الأساسية التي تُبنى من خلالها تلك القدرات.
وتُعَدُّ القدرة التنافسية من حيث التكلفة مساويةً في الأهمية. فتقلل خطوط إنتاج المحركات عالية السرعة من كثافة العمالة لكل وحدة بشكلٍ كبيرٍ مقارنةً بالتركيب اليدوي، ما يحسِّن الهوامش الإجمالية مباشرةً عند تحقيق حجم إنتاجي كبير. وتتيح هذه الكفاءة في التكلفة لمصنِّعي محركات الطائرات المُسيَّرة تقديم أسعار تنافسية مع الحفاظ على معايير الجودة التي يطلبها مشغِّلو الطائرات المُسيَّرة التجارية. ومع نضج سوق الطائرات المُسيَّرة وتشدُّد المنافسة السعرية، سيكتسب المصنِّعون الذين يتمتَّعون باقتصاديات متقدِّمة لخطوط الإنتاج ميزةً هيكليةً.
ومرونة سلسلة التوريد بعدٌ استراتيجيٌّ آخر. فالمصنِّعون الذين يمتلكون خطوط إنتاج محركات متطوِّرة يتمتَّعون بقدرٍ أكبر من السيطرة على جودة منتجاتهم ومدى التزامهم بمواعيد التسليم، مقارنةً بأولئك الذين يعتمدون على طرق تصنيع أكثر اعتماداً على اليد العاملة، والتي تتأثر بتقلُّبات القوى العاملة. وهذه الموثوقية تكتسب قيمةً متزايدةً لدى شركات تصنيع الطائرات المُسيَّرة الأصلية (OEMs) التي تحتاج إلى توريدٍ ثابتٍ للمحركات لدعم التزاماتها الإنتاجية الخاصة تجاه العملاء النهائيين.
منطق العائد على الاستثمار لخطوط المحركات عالية السرعة
يتطلب الاستثمار في خطوط إنتاج المحركات عالية السرعة رأس مال أولي كبير، ويجب أن تأخذ تحليلات العائد على الاستثمار (ROI) في الاعتبار تدفقات القيمة المتعددة. وأبرز عامل يُحقِّق العائد هو زيادة الإنتاجية — أي إنتاج عدد أكبر من المحركات في كل وردية وبعدد أقل من المشغلين، مما يقلل التكلفة الوحدوية مباشرةً. لكن بعد تحسين الجودة يحمل أيضًا قيمة مالية كبيرة. فتخفيض حالات استرجاع الضمان، والأعطال الميدانية، والشكاوى المتعلقة بجودة العملاء الناتجة عن مجموعة محركات تتميَّز باستقرار أعلى في الأداء يحمي الإيرادات وسمعة العلامة التجارية مباشرةً.
تجنب تكاليف التوقف عن التشغيل يُعَدّ مساهمًا مشروعًا آخر في العائد على الاستثمار (ROI). وتقلل خطوط إنتاج المحركات الحديثة، المزودة بقدرات الصيانة التنبؤية والتصميم الميكانيكي المتين، من حالات التوقف غير المخطط لها. فكل ساعة من التوقف غير المخطط له في خط إنتاج عالي الحجم تمثّل خسارةً قابلةً للقياس في الإيرادات، كما أن خطوط الإنتاج المصممة هندسيًّا لتحقيق توافرٍ عالٍ تقلّل هذا الخطر مباشرةً. وعند حساب التكلفة الإجمالية لملكية المعدات، فإن موثوقية المعدات تكتسب أهميةً مماثلةً لأهمية سعر الشراء الأولي.
كما أن قابلية التوسع في خطوط إنتاج المحركات الآلية توفر قيمة خيارٍ لا يمكن لخط الإنتاج اليدوي تقديمها. وعند ازدياد الطلب، قد يتطلّب توسيع خط إنتاج آلي فقط إضافة نوبات عمل إضافية، أو تحسين زمن الدورة التشغيلية لزيادة السرعة، أو تكرار الخط بالكامل — وكل هذه الخيارات أسهل بكثير في الإدارة مقارنةً بالتحديات المرتبطة بالتوسّع النسبي للقوة العاملة اليدوية، مثل التوظيف والتدريب والإشراف. وهذه القابلية التشغيلية للتوسّع تُعدّ أصلاً استراتيجياً تأخذها الشركات المصنّعة ذات الخبرة في الحسبان بشكل كبير عند اتخاذ قراراتها الاستثمارية الرأسمالية.
الأسئلة الشائعة
ما أنواع محركات الطائرات المسيرة التي تُنتَج عادةً على خطوط إنتاج المحركات عالية السرعة؟
تُصمَّم خطوط إنتاج المحركات عالية السرعة الخاصة بصناعة الطائرات المُسيرة في المقام الأول للمحركات المستمرة التيار (DC) الخالية من الفرشاة، وبخاصة التصاميم الخارجية (Outrunner) التي تُستخدم عادةً في الطائرات متعددة الدوارات، والطائرات المُسيرة ذات الرؤية الأولى شخصيًا (FPV)، والطائرات ذات الأجنحة الثابتة (Fixed-wing UAVs). ويتم تخصيص تكوين الخط المحدد وفقًا لقطر الجزء الثابت (الستاتور) الخاص بالمحرك، ومواصفات اللف، وعدد الأقطاب. وبعض خطوط الإنتاج مُصمَّمة هندسيًّا للتعامل مع عدة أنواع من المحركات عبر أدوات تغيير سريعة، مما يدعم مجموعة متنوعة من طرازات محركات الطائرات المُسيرة ضمن بيئة إنتاج واحدة.
كيف تحافظ خطوط إنتاج المحركات على اتساق الجودة عند معدلات الإنتاج العالية؟
يتم الحفاظ على اتساق الجودة في خطوط إنتاج المحركات عالية السرعة من خلال مزيج من التحكم في العمليات والتفتيش أثناء التشغيل. وتقوم محطات العمليات الآلية بتنفيذ العمليات بدقة تكرارية عالية، مما يلغي التباين الناتج عن العوامل البشرية. أما وحدات القياس والاختبار أثناء التشغيل — ومنها فحوصات مقاومة اللف، والتحقق من الأبعاد، وتقييم توازن الدوار — فهي تكشف أي انحرافات في كل مرحلة قبل أن تتراكم لتصبح عيوبًا في الوحدة النهائية. ويضمن هذا النهج المتعدد الطبقات تحقيق معدلات إنتاج عالية حتى عند أقصى سرعات الإنتاج.
ما هو المستوى المعتاد لمشاركة المشغلين في خطوط إنتاج المحركات الكاملة الأتمتة؟
في خطوط إنتاج المحركات المُؤتمتة بالكامل، يقتصر دور المشغلين في الغالب على الإشراف بدلًا من المشاركة المباشرة في الإنتاج. ويقوم المشغلون برصد لوحات مراقبة أداء النظام، والاستجابة للتنبيهات المتعلقة بالاستثناءات، وإدارة إعادة تعبئة المواد الخام، وإجراء عمليات الصيانة الدورية للمعدات. أما العمليات الفعلية للعملية — مثل التعامل مع المكونات، والتجميع، والاختبار، والفرز — فهي تُنفَّذ بواسطة الأنظمة المؤتمتة. وينتج هذا النموذج خفضًا كبيرًا في تكلفة العمالة لكل وحدة، مع تحسين ثبات الإنتاج مقارنةً بأساليب الإنتاج التي تعتمد اعتمادًا كبيرًا على اليد العاملة.
كم يستغرق التحول بين طرازات المحركات المختلفة على خط إنتاج حديث؟
في خطوط إنتاج المحركات الحديثة المزودة بأدوات قابلة للتغيير السريع وإدارة المعاملات القائمة على الوصفات، يمكن أن تتراوح أوقات تبديل النماذج بين عدة دقائق وأقل من ساعة، وذلك حسب درجة الاختلاف الميكانيكي بين أنواع المحركات المختلفة. وغالبًا ما تُركِّز خطوط الإنتاج المصمَّمة خصيصًا لصناعة الطائرات المسيرة على سرعة تبديل النماذج كمتطلبٍ تصميميٍّ رئيسي، نظرًا للتنوع الكبير في النماذج المعتاد في مجموعات محركات الطائرات المسيرة. أما الواجهات الموحَّدة للأدوات والتخزين الرقمي للمعاملات فهي العوامل التقنية الأساسية التي تُمكِّن من تحقيق أداء سريع في عمليات التبديل.
جدول المحتويات
- هيكل خطوط إنتاج المحركات عالية السرعة للطائرات المُسيرة
- هندسة السرعة والإنتاجية في خطوط إنتاج محركات الطائرات المُسيَّرة
- عمق أتمتة العمليات في تصنيع محركات الطائرات المسيرة
- القيمة الاستراتيجية لخطوط إنتاج محركات الطائرات المسيرة المخصصة
-
الأسئلة الشائعة
- ما أنواع محركات الطائرات المسيرة التي تُنتَج عادةً على خطوط إنتاج المحركات عالية السرعة؟
- كيف تحافظ خطوط إنتاج المحركات على اتساق الجودة عند معدلات الإنتاج العالية؟
- ما هو المستوى المعتاد لمشاركة المشغلين في خطوط إنتاج المحركات الكاملة الأتمتة؟
- كم يستغرق التحول بين طرازات المحركات المختلفة على خط إنتاج حديث؟