

Საფრენი აპარატების ინდუსტრია უკიდურესად სწრაფად ვითარდება, ხოლო მის უკან მდებარე წარმოების ინფრასტრუქტურამ უნდა შეძლოს ამ ტემპის გასაგრძელებლად. ამ წარმოების რევოლუციის ცენტრში მდებარეობს Ძრავის წარმოების ხაზებში — მაღალი სიზუსტით და სიზუსტით შემუშავებული სისტემები, რომლებიც საფრენი აპარატების ძრავების წარმოებას უზრუნველყოფენ იმ სიჩქარით, სიზუსტით და ერთნაირობით, რომელსაც თანამედროვე აერო გამოყენებები მოითხოვენ. ეს შეიძლება იყოს FPV რეისინგის საფრენი აპარატების, კომერციული მიწოდების უფრო მაღალი ავტომატიზაციის საფრენი აპარატების (UAV) ან სამრეწველო შემოწმების პლატფორმების შემთხვევაშიც. ძრავის ხარისხი პირდაპირ განსაზღვრავს საბოლოო პროდუქტის სიმდგრადობასა და მოქმედების ხარისხს. ამიტომ ძრავების წარმოების ხაზების დიზაინი და შესაძლებლობები საფრენი აპარატების წარმოების ერთ-ერთი ყველაზე სტრატეგიულად მნიშვნელოვანი ინვესტიციაა.
Სიჩქარის მაღალი მოდელების მოტორების წარმოების ხაზები, რომლებიც განკუთვნილია დრონების სექტორისთვის, წარმოადგენენ ავტომატიზაციის ტექნოლოგიის, სიზუსტის ინჟინერიის და საინდუსტრიო სპეციფიკური პროცესების ცოდნის შერწყმას. ეს ხაზები არ არის სხვა საინდუსტრიო სფეროებიდან გადატანილი საერთო მოტორების შეკრების სისტემები — ისინი არიან სპეციალურად შექმნილი დრონების მოტორების წარმოების უნიკალური განზომილების დაშვებების, გახვევის სპეციფიკაციების, მაგნიტურობის მოთხოვნების და გამოშვების მოცულობების მიხედვით. ამ სისტემების სტრუქტურის, მათი სიჩქარის გამომწვევი მიზეზების და მათი მნიშვნელობის გაგება წარმოების მასშტაბის დრონების კომპანიებისთვის აუცილებელია ნებისმიერი პირისთვის, რომელიც ჩართულია უფრო მაღალი სიჩქარის აპარატურის (UAV) წარმოებაში ან მიწოდების ჯაჭვის ინვესტიციების გადაწყვეტილების მიღებაში.
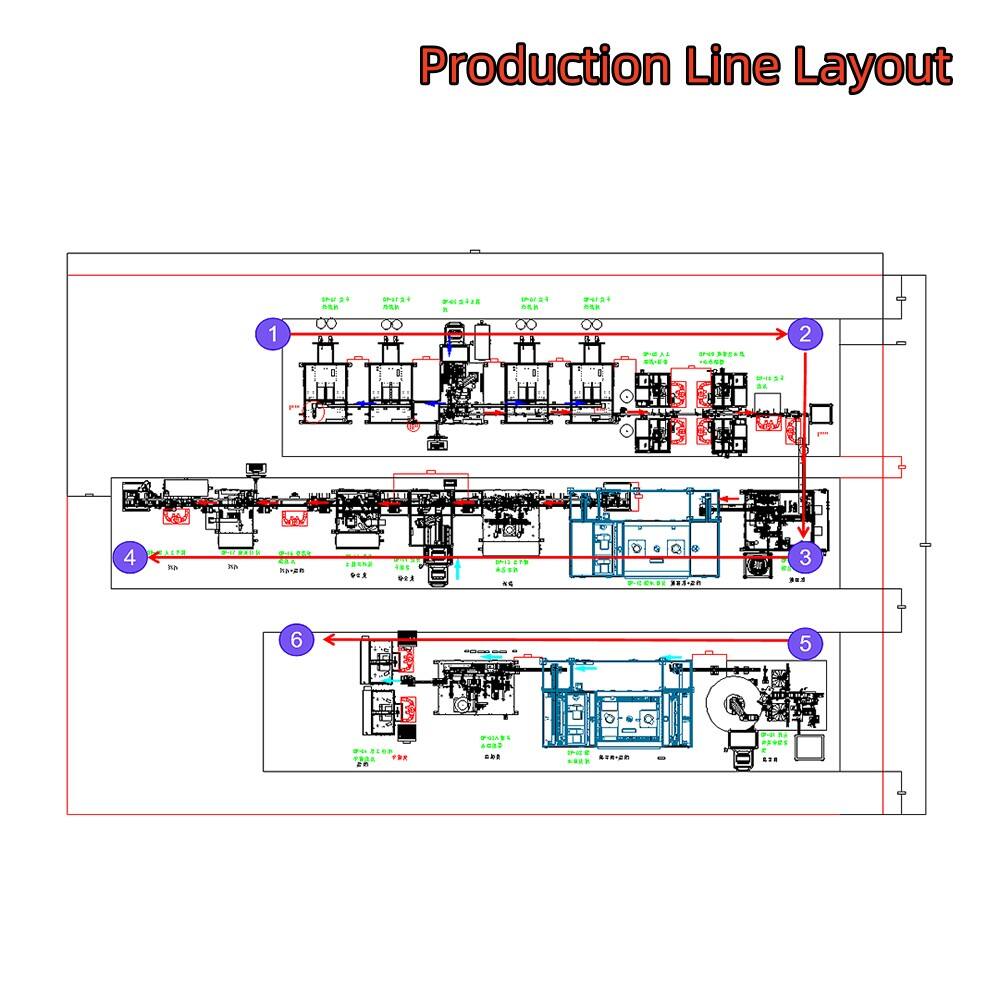
Დრონების სიჩქარის მაღალი მოდელების მოტორების წარმოების ხაზების არქიტექტურა
Ხაზის სამუშაო შესაძლებლობას განსაზღვრავენ ძირეული ქვესისტემები
Სიმაღლეში მოძრავი დრონის მოტორის წარმოების ხაზი არ არის ერთეული მანქანა — ეს არის პროცესის სტანციების ინტეგრირებული მიმდევრობა, რომელთა თითოეული შეასრულებს მნიშვნელოვან ეტაპს საწყისი კომპონენტების დამუშავებაში დასრულებული, შემოწმებული მოტორის მისაღებად. ტიპური არхიტექტურა მოიცავს სტატორის გარემოების სტანციებს, როტორის მაგნიტურობის ერთეულებს, საყრდენების ჩასმის სტანციებს, შეკრებისა და გასწორების სისტემებს და ავტომატიზებული ხარისხის შემოწმების მოდულებს. ამ ქვესისტემების თითოეული უნდა მუშაობდეს სინქრონულად და ჰარმონიულად, რათა მაღალი გამომუშავების მაჩვენებელი შეიძლება შენარჩუნდეს ხარისხის დეფექტების შემოღების გარეშე.
Სტატორის გახვევის სადგური ხშირად მიიჩნევა ყველაზე ტექნიკურად მოთხოვნადი კვანძად დრონების მოტორების წარმოების ხაზებში. დრონების მოტორები, განსაკუთრებით უკონტაქტო გარე როტორის დიზაინის მოტორები, მოითხოვენ საკმაოდ მკაცრ კოილის გახვევის თანმიმდევრობას ყველა პოლუსზე. ავტომატიზებული გახვევის მანქანები იყენებენ სერვო-კონტროლირებად ძაბვის მართვას და სიზუსტის საჭიროებებს აკმაყოფილებად სინჯის ან ტოროიდული გახვევის მექანიზმებს, რათა უზრუნველყოფონ სამართლიანი სადგურის განაწილება, სწორი გახვევების რაოდენობა და იზოლაციის მინიმალური ზიანი. ამ ეტაპზე დაშვებული გადახრები გავრცელდება მთლიანად მოტორის ელექტრომაგნიტურ მოქმედებაში, რაც გახვევის ავტომატიზაციას არ შეიძლება გამორიცხოს პრიორიტეტის სტატუსით.
Როტორის შეკრების სადგურები ასრულებენ მუდმივი მაგნიტების მაგნიტურობასა და მათ როტორის ბელის ზედაპირზე დასაყენებლად მოწყობილობას. სიჩქარის მაღალი ელექტრომოტორების წარმოების ხაზები იყენებენ მრავალპოლური მაგნიტურობის მოწყობილობებს, რომლებიც კალიბრირებულია თითოეული მოტორის მოდელის სრული პოლურობის რაოდენობის მიხედვით, რაც უზრუნველყოფს მაგნიტური ნაკადის სიმკვრივის მუდმივობას. მაგნიტების მისაბმელად ავტომატიზებული ლეპეს განაწილების და UV გამაგრების სისტემები ინტეგრირებულია ისე, რომ მაგნიტები სწორად დაიდგას, რაც შეამცირებს ვიბრაციას და გაზრდის ტრაქციის გამომუშავებას. ამ დონის პროცესის კონტროლი შესაძლებელია მხოლოდ სრული ავტომატიზაციის შემთხვევაში წარმოების მასშტაბში.
Შეტანილი ხარისხის კონტროლის სისტემების ინტეგრაცია
Სადრონების სამრეწველო მოტორების თანამედროვე წარმოების ხაზების ერთ-ერთი განმსაზღვრელი მახასიათებელი არის ხარისხის კონტროლის უშუალო ინტეგრაცია წარმოების ხაზში, ხოლო არ მხოლოდ ხაზის ბოლოს მოხდენილი შემოწმება. ხედვის სისტემები, ლაზერული გაზომვის მოდულები და უკუ-ე.ძ.ძ. (back-EMF) ტესტირების სადგურები ჩართულია ხაზის მთელ სიგრძეზე და ამოწმებენ მნიშვნელოვან პარამეტრებს თითოეული პროცესის ეტაპზე. ეს მიდგომა ადრე აღმოაჩენს დეფექტებს და თავიდან აიცილებს დამატებითი დამუშავების დაკარგვას უკვე დეფექტურ კომპონენტებზე.
Უშუალო წინაღობისა და ინდუქციის გაზომვის სადგურები ამოწმებენ კოჭეების გახვევის მთლიანობას სტატორის გახვევის პროცესის დასრულების შემდეგვე. ნებისმიერი სტატორი, რომელიც გადახრის სპეციფიკაციის საზღვრებს, ავტომატურად გადაიყვანება შემდეგ ეტაპზე გადასვლამდე. ანალოგიურად, შეკრებილი როტორების ავტომატიზებული ბალანსირების შემოწმებები აიძახებენ მასის ასიმეტრიას, რომელიც ფრენის დროს ვიბრაციას გამოიწვევს. ეს მრავალეტაპიანი შემოწმების არქიტექტურა არის ის, რაც საშუალებას აძლევს სიჩქარის მაღალი მოტორების წარმოების ხაზებს მაღალი ხარისხის შედეგების მიღებას, რაც მასობრივი წარმოების დონეზე კომერციულად მისაღებია.
Მონაცემების შეგროვებისა და საკონტროლო სისტემები მიაწოდებენ მნიშვნელობის კიდევა ერთ განზომილებას. თანამედროვე ძრავების წარმოების ხაზებზე წარმოებულ თითოეულ ძრავას მიენიჭება უნიკალური იდენტიფიკატორი, ხოლო ყველა პროცესული პარამეტრი — ტორქის მნიშვნელობები, წინაღობის ჩანაწერები, გაზომვის გეომეტრიული მაჩვენებლები — რეგისტრირებულია და ამ იდენტიფიკატორთან ასოცირებულია. ეს საკონტროლო შესაძლებლობა მუდმივად იზრდება კომერციული დრონების ოპერატორების და რეგულატორული ორგანოების მოთხოვნებში, ხოლო მისი ეფექტური განხორციელება შესაძლებელია მხოლოდ სრულად ავტომატიზებული წარმოების ინფრასტრუქტურის მეშვეობით.
Სიჩქარისა და გამომუშავების ინჟინერია დრონების ძრავების წარმოების ხაზებში
Რა აკეთებს ძრავების წარმოების ხაზს ნამდვილად მაღალსიჩქარიანს
'სიჩქარის მაღალი' ტერმინი ძრავების წარმოების ხაზების კონტექსტში აღნიშნავს რამდენიმე განსხვავებულ, მაგრამ ერთმანეთთან დაკავშირებულ საწარმოო მახასიათებლებს. ერთეულის სიცოცხლის ციკლის ხანგრძლივობა — რომელიც იზომება ძრავის წარმოების დაწყებიდან დასრულებამდე წამებში — ყველაზე გამოსახატული მეტრიკაა, მაგრამ არ არის ერთადერთი. ხაზის ხელმისაწვდომობა, ძრავების სხვადასხვა მოდელს შორის გადასვლის დრო, დეფექტების გამო წარმოების შეწყვეტის ხანგრძლივობა და გამოსაყვანი ნაკლები ყველა ეს ფაქტორი წვლილს შეაქვს ფაქტობრივ ეფექტურ გამოშვების სიჩქარეში, რომელსაც წარმოების გეგმის შედგენის დროს წარმოების მენეჯერები უნდა მიიღონ სათანადო გათვალისწინებაში.
Თანამედროვე სიჩქარის მაღალი ელექტრომოტორების წარმოების ხაზები აღწევს ერთეულზე გამოყენებულ ციკლის დროს, რომელიც მკაფიოდ მოკლეა ხელით ან ნახევრად ავტომატიზებული შეკრების მეთოდებთან შედარებით. მაგალითად, სრულად ავტომატიზებული სტატორის გახვევა შეძლებს მრავალპოლუსიანი სტატორის დასრულებას მხოლოდ ნაკლები დროში, ვიდრე საჭიროებს უმაღლესი კვალიფიკაციის მქონე ხელოვნური ოპერატორების მიერ შესრულება, ხოლო ამავე დროს უზრუნველყოფს უკეთეს ერთგვაროვნებას. როდესაც ეს დროის უპირატესობა გამოიყენება ყველა პროცესულ სადგურზე და გამრავლდება 24-საათიანი მუშაობის შესაძლებლობით, ხელით წარმოების წინააღმდეგ გამოშვების უპირატესობა კომერციულად ტრანსფორმაციული ხდება.
Პარალელური დამუშავების არქიტექტურა — სადაც რამდენიმე ერთეული ერთდროულად გადის სხვადასხვა სტანციაზე, არა კი თანმიმდევრულად — არის მაღალი სიჩქარით მუშაობის მოტორების წარმოების ხაზებში ძირევად მნიშვნელოვანი სტრუქტურული დიზაინის არჩევანი. ეს პაიპლაინის მიდგომა ყველა სტანციას ერთდროულად აქტიურად მოქმედებაში მოაქცევს, რაც მაქსიმალურად აძლიერებს კაპიტალური აღჭურვილობის გამოყენებას და მინიმიზაციას ახდენს უმუშევრობის დროს. ეფექტური განხორციელების მოსახერხებლად საჭიროებს სტანციების ციკლური დროების სწორად დაკომპენსირებას, რათა არ გახდეს რომელიმე სტანცია მუდმივი შეზღუდვის წერტილი.
Მოქნილობა და მოდელის შეცვლის შესაძლებლობა
Დრონების მოტორების ბაზარი გამოირჩევა მნიშვნელოვანი მოდელების სიმრავლით. სხვადასხვა დრონის გამოყენების შემთხვევაში სჭირდება მოტორები სხვადასხვა სტატორის დიამეტრით, გახვევის კონფიგურაციებით, KV რეიტინგებით და ფიზიკური გაზომვებით. წარმოების ხაზი, რომელიც ეფექტურად შეძლებს მხოლოდ ერთი მოტორის მოდელის წარმოებას, შეზღუდულ კომერციულ ღირებულებას აძლევს დრონების წარმოებლებს, რომლებსაც საკუთარი პროდუქტების ფართო პორტფოლიო აქვთ. დრონების ინდუსტრიისთვის შექმნილი სიჩქარის მოტორების წარმოების ხაზები უფრო ხშირად ამ გამოწვევას ამოხსნის სწრაფი რეკონფიგურაციის არхიტექტურების მეშვეობით.
Სწრაფი ცვლადი ინსტრუმენტების სისტემები, რეცეპტებზე დაფუძნებული მანქანის პარამეტრების გადართვა და მოდულური მიმაგრების დიზაინები საშუალებას აძლევს თანამედროვე მოტორების წარმოების ხაზებს მინიმალური დასტანდის დროს გადასვლენ ერთი მოტორის მოდელიდან მეორეზე. მექანიკური რეკონფიგურაციის საათების ნაცვლად, ოპერატორებს შეუძლიათ მოდელის ცვლილება წუთებში შეასრულონ, მოცემული პარამეტრების სეტის გამოძახებით და სტანდარტიზებული ინსტრუმენტების ჩასასმელების შეცვლით. ეს მოქნილობა არ აკლებს ავტომატიზაციის წარმოების სიჩქარის უპირატესობას სხვადასხვა წარმოების სცენარში.
Ზოგიერთი საერთაშორისო დონის მოტორების წარმოების ხაზი დრონებისთვის ხელს უწყობს რამდენიმე მოდელის ერთდროულად წარმოებას, რომლის დროსაც სხვადასხვა მოტორის ვერსია ერთი და იგივე ხაზზე ერთი სვეტის განმავლობაში მომხმარებლის მოთხოვნის პრიორიტეტების მიხედვით იქნება დამუშავებული. ამ შესაძლებლობის განხორციელება მოითხოვს საკმაოდ სრულყოფილ ხაზის მართვის პროგრამულ უზრუნველყოფას, რომელიც შეძლებს რეცეპტების გადასვლების დინამიურ მართვას და კომპონენტების სწორ მიმართებას საერთო პროცესულ სადგურებში. დრონების წარმოების კომპანიებისთვის, რომლებიც მართავენ სხვადასხვა მომხმარებლის შეკვეთებს, ეს ოპერაციული მოქნილობა შეიძლება იყოს მნიშვნელოვანი კონკურენტული უპირატესობა.
Პროცესების ავტომატიზაციის ღრმასაფერო დრონების მოტორების წარმოებაში
Ავტომატიზაციის დონეები და მათი გავლენა გამოშვების ხარისხზე
Ავტომატიზაციის ღრმასაფერო დრონების მოტორების წარმოებაში Ძრავის წარმოების ხაზებში არსებობს სპექტრზე. ერთ ბოლოში მდებარეობს ნახევრადავტომატიზებული ხაზები, სადაც მანქანები ასრულებენ კონკრეტულ მაღალი სიზუსტის მოთხოვნების მქონე ამოცანებს, ხოლო ადამიანის ოპერატორები ასრულებენ ჩასმას, ამოღებას და სადგურებს შორის გადატანას. მეორე ბოლოში მდებარეობს სრულად ავტომატიზებული ხაზები, სადაც რობოტული მოწყობილობები, ტრანსპორტირების სისტემები და ავტომატიზებული შემოწმება ასრულებს მასალების ყველა გადაადგილებას მინიმალური ადამიანის ჩარევით. ავტომატიზაციის შესაბამო დონე დამოკიდებულია წარმოების მოცულობის მოთხოვნებზე, შრომის ხარჯების სტრუქტურაზე და ხარისხის სტაბილურობის მიზნებზე.
Დრონების ძრავების მასობრივი წარმოებისთვის სრული ავტომატიზაცია სიჩქარის გარდა სხვა მნიშვნელოვან უპირატესობებსაც იძლევა. ადამიანის მიერ შესრულებული ოპერაციები იწვევენ ცვალებადობას — გამოყენებული ძალის, დადგენის სიზუსტისა და ციკლის ხანგრძლივობის მუდმივობის მიხედვით, — რომელიც მასობრივი წარმოების პირობებში სტატისტიკურად მნიშვნელოვან გახდება. ავტომატიზებული ძრავების წარმოება ამ ცვალებადობის წყაროს აღმოფხვრის და ძრავებს წარმოებს მნიშვნელოვანი სამუშაო პარამეტრების უფრო მკაცრი სტატისტიკური განაწილებით. ეს მუდმივობა პირდაპირ გამოიხატება ძრავების დრონების შეკრებებში ინტეგრაციის შემდეგ უფრო წინასაზომი ფრენის სამუშაო მახასიათებლებში.
Ხარისხის მართვის მოსალოდნელი შედეგები ძალზე მნიშვნელოვანია. როცა მოტორების წარმოების ხაზები მუშაობენ მაღალი ავტომატიზაციის სიღრმეზე, ხარისხის კონტროლი გადაინაცვლებს ნიმუშების საფუძველზე დაყრდნობილი აღმოჩენიდან სისტემურ პროცესულ კონტროლზე. ამიტომ არ ხდება დასრულებული ერთეულების გარკვეული პროცენტის შემოწმება დეფექტების რაოდენობის შესაფასებლად, არამედ ავტომატიზებული ხაზები უწყვეტად მონიტორინგს ახდენენ პროცესის პარამეტრებს და რეალურ დროში ჩარევენ, როცა გამოიკვლევა მათი გადახრა. ეს არის ძირეულად უკეთესი ხარისხის უზრუნველყოფის მოდელი დრონის მოტორის მსგავსი უსაფრთხოების კრიტიკული კომპონენტის შემთხვევაში.
Რობოტული შეკრება და სიზუსტის მოთხოვნილებები მისამართებლობის შესახებ
Დრონების ძრავები არის მიკროსკოპული, მაღალი სიზუსტის კომპონენტები, სადაც მილიმეტრული დონის დადგენის სიზუსტე მნიშვნელოვნად მნიშვნელოვანია შეკრების დროს. შესაბამედ, დრონების ძრავების წარმოების ხაზებში რობოტული შეკრების სისტემებს უნდა მოქმედებდნენ მცირე, სიტყვიერი კომპონენტებისთვის შესაფერებლად მოწყობილი პოზიციური განმეორებადობით და სიფრთხილით მოპყრობის მახასიათებლებით. ძალის გამოსახატველი შესაძლებლობებით დამაგრებული ექვს ღერძიანი რობოტული ბარძიმები ხშირად გამოიყენება საყრდენების ჩასმისა და როტორის ჩასმის ოპერაციებში, რათა უზრუნველყოფილი დასაჯდომად დადგენა მოხდეს დამაზიანებელი ზედმეტი ძალის მოხმარების გარეშე.
Ხელოვნური ხედვით მართვადი რობოტები საშუალებას აძლევენ რობოტს ნაკლებად დამოკიდებულად გახდეს ნაკეთობის წარმოდგენის ცვალებაზე — რობოტი არეგულირებს თავის მიჭერის ან დასადების ტრაექტორიას რეალურ დროში მიღებული კამერის მონაცემების საფუძველზე, ხოლო არ ყოფილოს მხოლოდ ფიქსირებული პოზიციის მიმაგრებებზე დამოკიდებული. ეს ადაპტური შესაძლებლობა აუმჯობესებს შეკრების ოპერაციებში პირველი ცდის წარმატების მაჩვენებლებს და ამცირებს ხშირად მომხდარი შეკეტვების ან არასწორი შეკრებების რაოდენობას, რომლებიც სხვა შემთხვევაში შეწყავდნენ წარმოების ხაზს. რაც უფრო მეტად მცირდება დრონების ძრავების ზომები თითოეული ახალი დიზაინის თაობასთან ერთად, მით უფრო მეტად იზრდება რობოტული სიზუსტის მოთხოვნები ძრავების წარმოების ხაზებში.
Სპეციალიზებული დრონების ძრავების წარმოების ხაზების სტრატეგიული მნიშვნელობა
Წარმოების კონკურენტუნარიანობა სწრაფად გაფართოვდებად ბაზარზე
Საერთაშორისო დრონების ბაზარი შემდეგი ათწლედის განმავლობაში კომერციულ, სამრეწველო და მომხმარებლის სეგმენტებში მუდმივად მაღალი ზრდის ტენდენციას აჩენს. ეს ტენდენცია დრონების ძრავების მომარაგების ჯაჭვებზე მოთხოვნის ძლიერ ზრდას იწვევს. ის წარმოებლები, რომლებიც ახლა სწრაფი ძრავების წარმოების ხაზებში ინვესტირებენ, ბაზრის ზრდასთან ერთად მასშტაბირების საჭიროებებს დასაკმაყოფილებლად წარმოების საშუალებების ინფრასტრუქტურას აშენებენ, ხოლო არ არიან იძულებულები მოთხოვნის მწვავე ზრდის დროს სწრაფად დაემატონ შესაძლებლობები. წარმოების საშუალებები არის კონკურენტული უპირატესობის მნიშვნელოვანი ფაქტორი ჰარდვერის ბაზრებში, ხოლო ძრავების წარმოების ხაზები არის ძირითადი საშუალება, რომლითაც ეს საშუალებები იქმნება.
Ღირებულების კონკურენტუნარიანობა ასევე მნიშვნელოვანია. სიჩქარის მოტორების წარმოების ხაზები მნიშვნელოვნად ამცირებს ერთეულზე მოსახლეობის შრომის შემცველობას ხელით შეკრებასთან შედარებით, რაც პირდაპირ აუმჯობესებს საწარმოო მასშტაბში ბრუტო მოგების მარჟინს. ეს ღირებულების ეფექტურობა საშუალებას აძლევს დრონების მოტორების წარმოების მწარმოებლებს შესთავაზონ კონკურენტუნარი ფასები, ამავე დროს შენარჩუნებული იქნება კომერციული დრონების ოპერატორების მიერ მოთხოვნილი ხარისხის სტანდარტები. რაც უფრო მეტად მოიწყება დრონების ბაზარის მოსახლეობა და ფასების კონკურენცია გამკაცრდება, მით უფრო მეტად მნიშვნელოვანი გახდება წარმოების ხაზების ეკონომიკის უკეთესობა მწარმოებლებისთვის.
Მიწოდების ჯაჭვის მდგრადობა კი სხვა ერთი სტრატეგიული განზომილებაა. მაღალი ტექნოლოგიის მოტორების წარმოების ხაზებით მომუშავე მწარმოებლებს მეტი კონტროლი აქვთ თავიანთი გამოშვების ხარისხზე და მიწოდების ვადებზე, ვიდრე იმ მწარმოებლებს, რომლებიც უფრო მეტად შრომის ინტენსიურ მეთოდებზე დამოკიდებულნი არიან და რომლებიც მუშახელის ცვალებადობის ქვეშ არიან. ეს სიმდგრადობა მაინც უფრო მეტად აფასებენ დრონების OEM-ები, რომლებსაც საჭიროებენ წინასწარ განსაზღვრულ მოტორების მიწოდებას, რათა უზრუნველყოფონ საკუთარი წარმოების ვალდებულებები საბოლოო მომხმარებლების მიმართ.
Მაღალი სიჩქარის მოტორების ხაზების ინვესტიციების შედეგი
Სიჩქარის მაღალი მოდელის ძრავების წარმოების ხაზებში ინვესტიციების გაკეთება მოითხოვს მნიშვნელოვან საწყის კაპიტალს, ხოლო ROI-ის ანალიზი უნდა მოიცავდეს რამდენიმე ღირებულების ნაკადის შეფასებას. ყველაზე გამოხატული შემოსავლის მომარაგებლის ფუნქცია არის გამოშვების მოცულობის გაზრდა — ერთ სამუშაო შიფტში მეტი ძრავის წარმოება ნაკლები ოპერატორებით პირდაპირ ამცირებს ერთეულის ღირებულებას. მაგრამ ხარისხის გაუმჯობესების ასპექტსაც მნიშვნელოვანი საფინანსო ღირებულება აქვს. ძრავების პოპულაციაში შესრულების უფრო მჭიდრო თანმიმდევრობის მიღწევით გარანტიული დაბრუნებების, საექსპლუატაციო შეცდომების და მომხმარებლის ხარისხის შესახებ ჩატარებული საჩივრების შემცირება პირდაპირ იცავს შემოსავლებს და ბრენდის რეპუტაციას.
Შეჩერების ხარჯების თავიდან აცილება არის კიდევა ერთი სამართლიანი ROI-ის წვლილი. თანამედროვე ძრავების წარმოების ხაზები, რომლებსაც პრედიქტიული მომსახურების შესაძლებლობები და მყარი მეхანიკური დიზაინი ახასიათებს, მინიმიზირებს განუსაკუთრებელ შეჩერებებს. მაღალი მოცულობის წარმოების ხაზზე განუსაკუთრებელი შეჩერების ყოველი საათი გაზომვადი შემოსავლის კარგვას წარმოადგენს, ხოლო მაღალი ხელმისაწვდომობის გათვალისწინებით შემუშავებული წარმოების ხაზები პირდაპირ ამცირებენ ამ რისკს. სრული საკუთრების ხარჯების გამოთვლისას მოწყობილობის სიმდგრადობა ისევე მნიშვნელოვანია, როგორც საწყისი შეძენის ფასი.
Ავტომატიზებული ძრავების წარმოების ხაზების მასშტაბირებადობა ასევე აძლევს შესაძლებლობის ღირებულებას, რომელსაც ხელით წარმოება ვერ გაძლევს. როდესაც მოთხოვნა იზრდება, ავტომატიზებული ხაზის მასშტაბირება შეიძლება მოითხოვოს მხოლოდ დამატებითი სამუშაო სვლები, ციკლის ხანგრძლივობის გასწრაფების ოპტიმიზაცია ან ხაზის დაკოპირება — ყველა ეს ვარიანტი მნიშვნელოვნად უფრო მარტივად მართვადია, ვიდრე ხელით მუშაობის ძალის პროპორციულად გაფართოების დროს არსებული სამუშაო ძალის დაქირავების, მომზადების და მართვის გამოწვევები. ეს ოპერაციული მასშტაბირებადობა სტრატეგიული აქტივია, რომელსაც გამოცდილი წარმოების მესაკუთრეები მნიშვნელოვნად ითვლიან თავიანთი კაპიტალური ინვესტიციების გადაწყვეტილებების მიღების დროს.
Ხშირად დასმული კითხვები
Რომელი ტიპის დრონების ძრავები წარმოიება ტიპურად სიჩქარის ძრავების წარმოების ხაზებზე?
Სადრონების მრეწველობის სასწრაფო მოტორების წარმოების ხაზები ძირითადად შეიმუშავებულია უკონტაქტო მუდმივი დენის მოტორებისთვის, განსაკუთრებით მრავალროტორიან, FPV და ფიქსირებული ფრთის უპილოტო ავიატრანსპორტის საშუალებებში გამოყენებული გარე როტორიანი კონფიგურაციებისთვის. კონკრეტული ხაზის კონფიგურაცია მორგებულია მოტორის სტატორის დიამეტრზე, გარემოვნების სპეციფიკაციაზე და პოლუსების რაოდენობაზე. ზოგიერთი წარმოების ხაზი შეიმუშავებულია რამდენიმე მოტორის ვარიანტის დამუშავების უნარით სწრაფი გადატვირთვის ინსტრუმენტების საშუალებით, რაც ერთი და იგივე წარმოების გარემოში სადრონების მოტორების რამდენიმე მოდელის მხარდაჭერას უზრუნველყოფს.
Როგორ არჩევენ მოტორების წარმოების ხაზები ხარისხის ერთგვაროვნებას მაღალი გამომუშავების სიჩქარით?
Სიმაღლეში მოძრავი მოტორების წარმოების ხაზებში ხარისხის თანმიმდევრობა უზრუნველყოფილია პროცესის კონტროლისა და ხაზზე ინსპექციის კომბინაციით. ავტომატიზებული პროცესული სადგურები მოქმედებებს ასრულებენ მაღალი ხელმეორებადობით, რაც აცილებს ადამიანის ცვალებადობას. ხაზზე განთავსებული გაზომვისა და ტესტირების მოდულები — რომლებშიც შედის გახვევების წინაღობის შემოწმება, განზომილებების ვერიფიკაცია და როტორის ბალანსის შეფასება — აღმოაჩენენ გადახრებს თითოეულ ეტაპზე, სანამ ისინი არ გადაიზრდებიან სრულად დამზადებული ერთეულების დეფექტებად. ეს რამდენიმე ფენიანი მიდგომა უზრუნველყოფილია მაღალი გამოსახულების მაჩვენებლების შენარჩუნებას მაქსიმალური წარმოების სიჩქარეებზეც კი.
Რა არის ოპერატორების ტიპიური ჩართულობის დონე სრულად ავტომატიზებულ მოტორების წარმოების ხაზებში?
Სრულად ავტომატიზებულ ძრავების წარმოების ხაზებში ოპერატორების ჩართულობა ძირითადად საკონტროლო-მეთვალყურეობის ხასიათის აქვს, ხოლო არ არის პირდაპირ წარმოებითი. ოპერატორები მონიტორინგს ახდენენ სისტემის მუშაობის დასახელების პანელებს, პასუხობენ გამონაკლისების შესახებ შეტყობინებებს, მართავენ საწყისი მასალების შევსებას და ასრულებენ პერიოდულად აღჭურვილობის ტექნიკურ მომსახურებას. ფაქტობრივი პროცესული მოქმედებები — კომპონენტების მოძრავება, შეკრება, ტესტირება და სორტირება — ავტომატიზებული სისტემების მიერ ხდება. ეს მოდელი მკაფიოდ ამცირებს ერთეულზე დაკავებული შრომის ღირებულებას და აუმჯობესებს გამოშვების ერთგვაროვნებას ხელით შესრულებული წარმოების მეთოდებთან შედარებით.
Რამდენი ხანი სჭირდება თანამედროვე წარმოების ხაზზე ერთი ძრავის მოდელიდან მეორეზე გადასვლისთვის?
Საერთაშორისო მოდერნიზებულ ძრავების წარმოების ხაზებზე, რომლებიც აღჭურვილია სწრაფად შესაცვლელი ინსტრუმენტებით და რეცეპტებზე დაფუძნებული პარამეტრების მართვით, მოდელების შეცვლის დრო შეიძლება მერყეობდეს რამდენიმე წუთიდან ერთ საათზე ნაკლებამდე, რაც დამოკიდებულია ძრავების სხვადასხვა ვარიანტებს შორის მექანიკური განსხვავების ხარისხზე. დრონების ინდუსტრიისთვის სპეციალურად შემუშავებული ხაზები ხშირად არჩევენ შეცვლის სიჩქარეს როგორც ძირევად დიზაინის მოთხოვნას, რადგან დრონების ძრავების პორტფოლიოში მოდელების სიმრავლე ტიპური არის. სტანდარტიზებული ინსტრუმენტების ინტერფეისები და ციფრული პარამეტრების შენახვა არის სწრაფი შეცვლის შესაძლებლობის ძირევადი ტექნიკური მხარდამჭერები.
Სარჩევი
- Დრონების სიჩქარის მაღალი მოდელების მოტორების წარმოების ხაზების არქიტექტურა
- Სიჩქარისა და გამომუშავების ინჟინერია დრონების ძრავების წარმოების ხაზებში
- Პროცესების ავტომატიზაციის ღრმასაფერო დრონების მოტორების წარმოებაში
- Სპეციალიზებული დრონების ძრავების წარმოების ხაზების სტრატეგიული მნიშვნელობა
-
Ხშირად დასმული კითხვები
- Რომელი ტიპის დრონების ძრავები წარმოიება ტიპურად სიჩქარის ძრავების წარმოების ხაზებზე?
- Როგორ არჩევენ მოტორების წარმოების ხაზები ხარისხის ერთგვაროვნებას მაღალი გამომუშავების სიჩქარით?
- Რა არის ოპერატორების ტიპიური ჩართულობის დონე სრულად ავტომატიზებულ მოტორების წარმოების ხაზებში?
- Რამდენი ხანი სჭირდება თანამედროვე წარმოების ხაზზე ერთი ძრავის მოდელიდან მეორეზე გადასვლისთვის?