

Drönarbranschen utvecklas i en oöverträffad takt, och den tillverkningsinfrastruktur som ligger bakom den måste hålla jämna steg. I centrum av denna tillverkningsrevolution står Motors productionslinjer — högt teknikdrivna system som är utformade för att tillverka drönarmotorer med den hastighet, precision och konsekvens som moderna luftbaserade applikationer kräver. Oavsett om det gäller FPV-racingdrönare, kommersiella leverans-UAV:er eller industriella inspektionsplattformar bestämmer motorernas kvalitet direkt pålitligheten och prestandan hos den slutliga produkten. Detta gör att utformningen och kapaciteten hos motorproduktionslinjer utgör en av de strategiskt viktigaste investeringarna en drönartillverkare kan göra.
Produktionslinjer för höghastighetsmotorer som är speciellt utformade för drönarsektorn representerar en sammansmältning av automationsteknik, precisionsingenjörskonst och branschspecifik processkunskap. Dessa linjer är inte generiska motorsammanmonteringsystem som återanvänts från andra branscher – de är istället arkitekterade specifikt kring de dimensionsmässiga toleranserna, lindningsspecifikationerna, magnetiseringskraven och produktionsvolymerna som är unika för tillverkning av drönarmotorer. Att förstå hur dessa system är strukturerade, vad som gör dem höghastighetskompatibla och varför de är viktiga för drönarföretag med storproduktion är avgörande för alla som är inblandade i tillverkning av UAV-hårdvara eller investeringsbeslut rörande leveranskedjan.
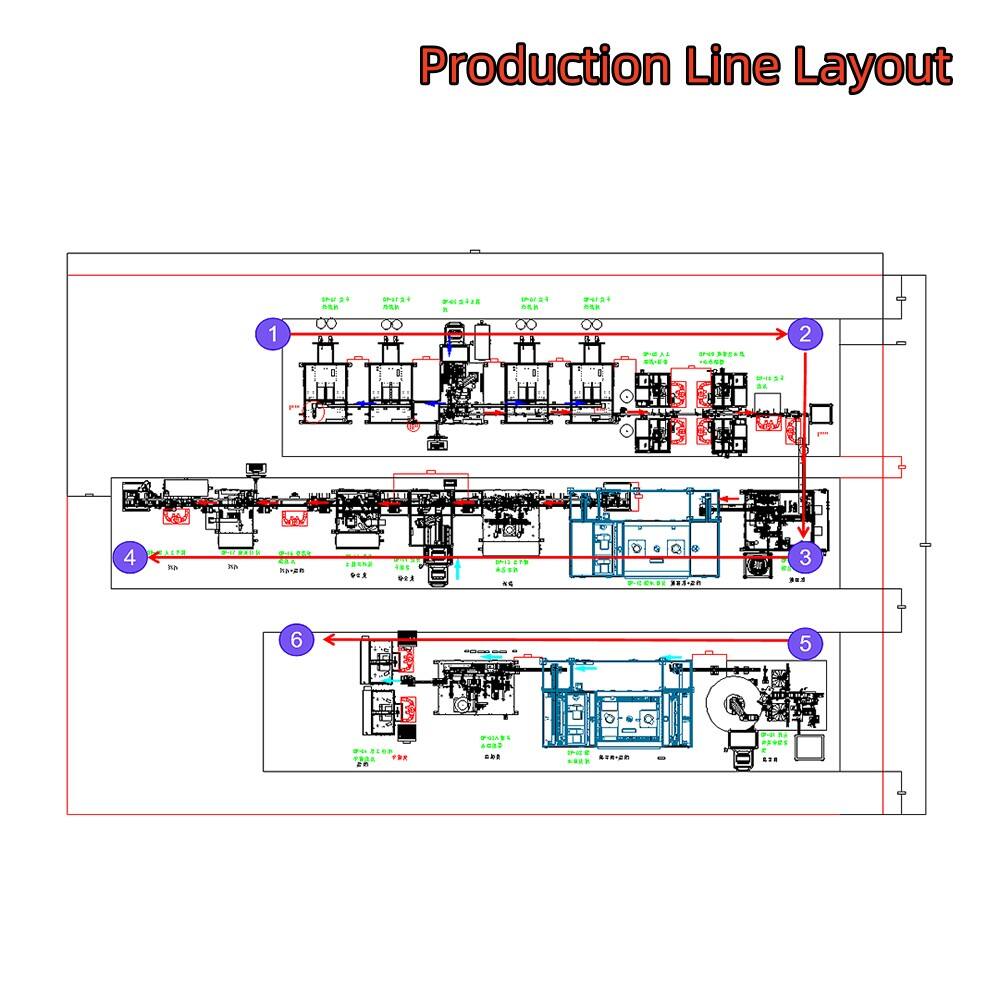
Arkitekturen för höghastighetsmotorproduktionslinjer för drönare
Kärnsubsystem som definierar linjens prestanda
En produktionslinje för motorer till höghastighetsdroner är inte en enskild maskin – den är en integrerad sekvens av processstationer, där varje station utför ett avgörande steg i omvandlingen av råkomponenter till en färdig, testad motor. Den typiska arkitekturen inkluderar lindningsstationer för statorn, enheter för magnetisering av rotorn, stationer för pressmontering av lager, monterings- och justeringssystem samt automatiserade moduler för kvalitetsinspektion. Var och en av dessa delsystem måste fungera i synkroniserad harmoni för att upprätthålla hög genomströmning utan att introducera kvalitetsbrister.
Statorlindningsstationen anses ofta vara den tekniskt krävande noden i motorproduktionslinjer för drönare. Drönarmotorer, särskilt borstlösa outrunner-designer, kräver extremt hög konsekvens i lindningsmönstret för alla poler. Automatiserade lindningsmaskiner använder servostyrda spänningsregleringssystem och precisionsnållindnings- eller toroidallindningsmekanismer för att säkerställa jämn trådfördelning, korrekt antal varv och minimal skada på isoleringen. Avvikelser i detta skede sprider sig genom hela motorns elektromagnetiska prestanda, vilket gör automatisering av lindningen till en oumbärlig prioritet.
Rotormontagestationer hanterar magnetisering och placering av permanentmagneter på rotorklockan. Motorproduktionslinjer för höghastighetsmotorer använder multipolmagnetiseringsfack som är kalibrerade till exakt antal poler för varje motormodell, vilket säkerställer en konstant magnetisk flödestäthet. Automatiserade limtilldelningssystem och UV-härdningssystem är integrerade för att fästa magneter med den exakta placering som krävs för att minimera vibrationer och maximera vridmomentutdata. Denna nivå av processkontroll kan endast uppnås i produktionsstorlek genom fullständig automatisering.
Integration av kvalitetskontrollsystem i linjen
En av de avgörande egenskaperna hos moderna motorproduktionslinjer för drönarindustrin är den sömlösa integrationen av inline-kvalitetskontroll istället for endast slutkontroll vid linjens slut. Visionssystem, laseravståndsmätmoduler och back-EMF-teststationer är integrerade genom hela linjen och kontrollerar kritiska parametrar i varje processsteg. Denna metod upptäcker fel tidigt, vilket förhindrar slöseri med ytterligare bearbetning av redan defekta komponenter.
Inline-mätstationer för resistans och induktans verifierar lindningsintegriteten för spolen omedelbart efter statorlindningsprocessen. Alla statorer som ligger utanför specifikationen dirigeras automatiskt bort innan de går vidare till nästa steg. På samma sätt identifierar automatiserade balanskontroller på monterade rotorer massasymmetrier som skulle orsaka vibrationer under flygning. Denna flerstegsinspektionsarkitektur är det som gör att höghastighetsmotorproduktionslinjer kan bibehålla kvalitetsutbyten som är kommersiellt lönsamma vid volymproduktion.
System för datainsamling och spårbarhet lägger till en annan värddimension. Varje motor som tillverkas på moderna motorproduktionslinjer tilldelas en unik identifierare, och alla processparametrar – vridmomentvärden, resistansavläsningar, dimensionsmätningar – loggas och kopplas till den identifieraren. Denna spårbarhetsfunktion efterfrågas allt mer av kommersiella drönaroperatörer och reglerande myndigheter, och den kan endast levereras effektivt genom en helt automatiserad produktionsinfrastruktur.
Hastighets- och kapacitetsingenjörsarbete på drönarmotorlinjer
Vad gör en motorproduktionslinje verkligen höghastighets?
Termen 'hög hastighet' i samband med motorproduktionslinjer avser flera skilda men sammanlänkade prestandadimensioner. Den råa cykeltiden per enhet är det mest uppenbara måttet – mätt i sekunder per motor från start till slut – men det är inte det enda. Linjens tillgänglighet, omställningstiden mellan olika motormodeller, driftstopp orsakade av defekter samt utbytet påverkar alla den faktiska effektiva produktionshastigheten, vilken en tillverkare kan lita på vid produktionsplanering.
Modern höghastighetsmotorproduktionslinjer uppnår cykeltider per enhet som är dramatiskt kortare än manuella eller halvautomatiska monteringsmetoder. Fullständigt automatiserad statorlindning kan till exempel slutföra en multipolstator på en bråkdel av den tid som även skickliga manuella operatörer kräver, samtidigt som den ger bättre konsekvens. När denna tidsfördel förstärks över alla processstationer och multipliceras med möjligheten att driva anläggningen dygnet runt blir genomströmningsfördelen jämfört med manuell produktion kommersiellt omvändande.
Arkitektur för parallellbearbetning — där flera enheter samtidigt avancerar genom olika stationer i stället för sekventiellt — är ett nyckelval av strukturell design i motorproduktionslinjer med hög kapacitet. Denna pipeline-metod håller alla stationer aktiva samtidigt, vilket maximerar utnyttjandet av kapitalutrustning och minimerar oanvänd tid. En effektiv implementering kräver noggrann balansering av cykeltiderna för varje station så att ingen enskild station konsekvent blir en flaskhals.
Flexibilitet och möjlighet att byta modell
Marknaden för drönarmotorer kännetecknas av en betydande modellmångfald. Olika drönartillämpningar kräver motorer med olika statordiametrar, lindningskonfigurationer, KV-betyg och fysiska mått. En produktionslinje som endast kan tillverka en enda motormodell effektivt erbjuder begränsat kommersiellt värde för en drönartillverkare med ett mångfacetterat produktsortiment. Höghastighetsmotorproduktionslinjer som är utformade för drönarbranschen möter alltmer detta utmaning genom arkitekturer för snabb omställning.
Snabbväxlingsverktygssystem, maskinparameterväxling baserad på recept och modulära fästutformningar gör att moderna motorproduktionslinjer kan byta mellan motormodeller med minimal driftstopp. Istället för timmar av mekanisk omkonfigurering kan operatörer genomföra en modelländring på några minuter genom att anropa en lagrad parameteruppsättning och byta ut standardiserade verktygsinsatsdelar. Denna flexibilitet bevarar automatiseringens kapacitetsfördel över ett bredare spektrum av produktionsförhållanden.
Vissa avancerade motorproduktionslinjer för drönare stödjer produktionsschemaläggning med flera modeller, där olika motorvarianter bearbetas på samma linje inom en enda skift enligt efterfrågans prioriteringar. Denna funktion kräver sofistikerad linjekontrollprogramvara som kan hantera receptövergångar dynamiskt och dirigera komponenter korrekt genom delade processstationer. För drönartillverkare som hanterar mångfaldiga kundbeställningar kan denna driftsmässiga flexibilitet utgöra en betydande konkurrensfördel.
Djupet av processautomatisering inom tillverkning av drönarmotorer
Automatiseringsnivåer och deras inverkan på produktkvaliteten
Automatiseringsdjup i Motors productionslinjer finns på en skala. Vid ett av ändpunkterna finns halvautomatiserade linjer där maskiner utför specifika uppgifter med hög precision, men mänskliga operatörer hanterar lastning, urlastning och transport mellan stationer. Vid det andra ändet finns fullt automatiserade linjer där robotbaserad hantering, transportband och automatisk inspektion hanterar all materialtransport med minimal mänsklig ingripande. Den lämpliga automatiseringsnivån beror på kraven på produktionsvolym, lönekostnadsstrukturer och mål för kvalitetskonsekvens.
För produktion av drönarmotorer i stora volymer erbjuder full automatisering övertygande fördelar utöver endast hastighet. Mänskliga operatörer introducerar variabilitet – i tillämpad kraft, positionsnoggrannhet och konsekvens i cykeltid – som blir statistiskt signifikant vid höga produktionsvolymer. Automatiserad motorproduktion eliminerar denna källa till variabilitet och ger motorer med smalare statistiska fördelningar av viktiga prestandaparametrar. Denna konsekvens överför sig direkt till mer förutsägbar flygprestanda när motorerna integreras i drönarmonteringar.
Konsekvensen för kvalitetsstyrning är djupgående. När motorproduktionslinjer drivs med hög automatiseringsgrad skiftar kvalitetskontrollen från provbaserad upptäckt till systematisk processkontroll. Istället för att kontrollera en procentandel av färdiga enheter för att uppskatta felkvoten övervakar automatiserade linjer processparametrar kontinuerligt och ingriper i realtid när avvikelser upptäcks. Detta är en fundamentalt överlägsen modell för kvalitetssäkring av en komponent som är så säkerhetskritisk som en drönarmotor.
Robotmontering och krav på precisionshantering
Drönarmotorer är miniatyriserade, högprecisionkomponenter där millimeternivåns placeringsskärpa är av stor betydelse under monteringen. Robotbaserade monteringssystem i drönarmotorproduktionslinjer måste därför arbeta med positionell upprepbarhet och försiktig hantering som är lämplig för små, känslomässiga komponenter. Sexaxliga robotarmar med kraftsensorkapacitet används ofta för lagerpressning och rotormontering, vilket säkerställer korrekt placering utan att tillämpa skadlig överkraft.
Robotar med visuell styrning lägger till en ytterligare funktionsnivå genom att möjliggöra att roboten självkorrigera för variationer i delarnas presentation – justerar sitt grepp eller placementsbana baserat på realtidskameramatning istället for att helt och hållet förlita sig på fixerade positioner. Denna anpassningsförmåga förbättrar andelen lyckade första försök i monteringsoperationer och minskar frekvensen av blockeringar eller felmonteringar som annars skulle stoppa produktionslinjen. När drönarmotorns dimensioner fortsätter att minska med varje ny designgeneration kommer kraven på roboternas precision i motorproduktionslinjer endast att öka.
Strategiskt värde av specialiserade drönarmotorproduktionslinjer
Tillverkningskonkurrenskraft på en snabbt växande marknad
Den globala drönarmarknaden förväntas visa en beständig hög tillväxt inom kommersiella, industriella och konsumentsegment under det kommande decenniet. Denna utveckling skapar ett enormt efterfrågetryck på leveranskedjorna för drönarmotorer. Tillverkare som investerar i höghastighetsmotorproduktionslinjer idag bygger den produktionskapacitetsinfrastruktur som krävs för att skala upp i takt med marknadens tillväxt, snarare än att försöka hinna ikapp under efterfrågevågor. Produktionskapacitet är en konkurrensfördel i hårdvarumarknader, och motorproduktionslinjer är det främsta verktyget för att bygga denna kapacitet.
Kostnadseffektivitet är lika viktig. Produktionslinjer för höghastighetsmotorer minskar arbetsinsatsen per enhet dramatiskt jämfört med manuell montering, vilket direkt förbättrar bruttomarginalen vid storskalig produktion. Denna kostnadseffektivitet gör det möjligt for drönarmotorillverkare att erbjuda konkurrenskraftiga priser utan att kompromissa med kvalitetskraven från kommersiella drönaroperatörer. När drönarmarknaden mognar och priskonkurrensen intensifieras kommer tillverkare med överlägsna produktionslinjeekonomier att ha en strukturell fördel.
Leveranskedjans motståndskraft är en annan strategisk dimension. Tillverkare som driver avancerade motorproduktionslinjer har större kontroll över kvaliteten på sin produktion och leveranstider jämfört med de som använder mer arbetsintensiva metoder som är underkastade variationer i arbetsstyrkan. Denna pålitlighet uppskattas alltmer av drönar-OEM:er som behöver en förutsägbar motorförsörjning för att kunna uppfylla sina egna produktionsåtaganden gentemot slutkunder.
Investeringsavkastningslogik för höghastighetsmotorlinjer
Att investera i höghastighetsmotorproduktionslinjer kräver betydande första kapitalinsats, och ROI-analysen måste ta hänsyn till flera värdeströmmar. Den mest uppenbara avkastningsdrivande faktorn är ökad genomströmning – att producera fler motorer per skift med färre operatörer minskar direkt styckkostnaden. Men även kvalitetsförbättringen har betydande ekonomisk värde. Att minska garantiåterbud, fel i fält och kundkvalitetsanmälningar från en motorpopulation med bättre prestandakonsekvens minskar direkt påverkan på intäkterna och varumärkesreputationen.
Undvikande av kostnader för driftstopp är en annan legitim ROI-bidragande faktor. Moderna motorproduktionslinjer med funktioner för förutsägande underhåll och robust mekanisk konstruktion minimerar oplanerade stopp. Varje timme med oplanerat driftstopp på en produktionslinje med hög volym innebär en mätbar intäktsförlust, och produktionslinjer som är konstruerade för hög tillgänglighet minskar direkt denna risk. Vid beräkning av totalt ägandekostnad är utrustningens tillförlitlighet lika viktig som inköpspriset.
Skalbarheten hos automatiserade motorproduktionslinjer ger också ett optionsvärde som manuell produktion inte kan erbjuda. När efterfrågan ökar kan det räcka med att lägga till fler skift, optimera cykeltiden eller duplicera linjen för att skala upp en automatiserad linje – allt detta är långt mer hanterbart än de utmaningar som uppstår vid proportional uppskalning av en manuell arbetsstyrka, såsom rekrytering, utbildning och ledning. Denna operativa skalbarhet är en strategisk tillgång som erfarna tillverkare väger tungt in i sina investeringsbeslut.
Vanliga frågor
Vilka typer av drönarmotorer produceras vanligtvis på höghastighetsmotorproduktionslinjer?
Produktionslinjer för höghastighetsmotorer för drönarindustrin är främst utformade för likströmsmotorer utan borstar, särskilt utvändiga konfigurationer som ofta används i multikopter-, FPV- och fastvingade UAV:er. Den specifika linjekonfigurationen anpassas till motorns statordiameter, lindningsspecifikation och polantal. Vissa produktionslinjer är konstruerade för att hantera flera motorvarianter genom verktyg för snabb omställning, vilket möjliggör produktion av ett brett utbud av drönarmotorer inom en och samma produktionsmiljö.
Hur säkerställer produktionslinjer för motorer kvalitetskonsekvens vid höga genomströmningshastigheter?
Kvalitetskonsekvensen i höghastighetsmotorproduktionslinjer upprätthålls genom en kombination av processkontroll och inline-inspektion. Automatiserade processstationer utför operationer med hög repeterbarhet, vilket eliminerar mänsklig variabilitet. Inline-mät- och provningsmoduler – inklusive kontroll av lindningsmotstånd, dimensionsverifiering och bedömning av rotorns balans – identifierar avvikelser i varje steg innan de förstärks till defekter i färdiga enheter. Denna lagerade ansats säkerställer höga utbytesnivåer även vid maximal produktionshastighet.
Vad är den typiska nivån av operatörens engagemang i fullt automatiserade motorproduktionslinjer?
I fullt automatiserade motorproduktionslinjer är operatörernas engagemang främst övervakande snarare än direkt produktivt. Operatörer övervakar systemets prestandapaneler, svarar på undantagslarm, hanterar återfyllning av råmaterial och utför periodisk underhåll av utrustningen. De faktiska processoperationerna – komponenthantering, montering, testning och sortering – utförs av de automatiserade systemen. Denna modell minskar kraftigt arbetskostnaden per enhet samtidigt som den förbättrar utvecklingskonsekvensen jämfört med manuellt intensiva produktionsmetoder.
Hur lång tid tar det att byta mellan olika motormodeller på en modern produktionslinje?
På moderna motorproduktionslinjer som är utrustade med snabbväxlingsverktyg och parameterhantering baserad på recept kan modellbytestiderna variera från flera minuter till under en timme, beroende på graden av mekanisk skillnad mellan olika motormodeller. Linjer som är specifikt utformade för drönarindustrin prioriterar ofta bytshastighet som ett nyckelkrav vid konstruktionen, med tanke på den stora modellvariation som är typisk för drönarmotorportföljer. Standardiserade verktygsgränssnitt och digital lagring av parametrar är de främsta tekniska möjliggörarna för snabba byten.
Innehållsförteckning
- Arkitekturen för höghastighetsmotorproduktionslinjer för drönare
- Hastighets- och kapacitetsingenjörsarbete på drönarmotorlinjer
- Djupet av processautomatisering inom tillverkning av drönarmotorer
- Strategiskt värde av specialiserade drönarmotorproduktionslinjer
-
Vanliga frågor
- Vilka typer av drönarmotorer produceras vanligtvis på höghastighetsmotorproduktionslinjer?
- Hur säkerställer produktionslinjer för motorer kvalitetskonsekvens vid höga genomströmningshastigheter?
- Vad är den typiska nivån av operatörens engagemang i fullt automatiserade motorproduktionslinjer?
- Hur lång tid tar det att byta mellan olika motormodeller på en modern produktionslinje?