
Kategória Specifikácia/Popis Typ zariadenia 2D merací stroj (Video mierací systém) Primárne použitie Meranie stredu sféry (napr. guľové ložiská, optické čočky, sferické mechanické komponenty) Metóda merania Nie...

 |
Kategória | Špecifikácia/Popis |
| Typ zariadenia | merací stroj 2D obrazu (Video mieracia sústava) | |
| Primárne použitie | Merenie sferického stredu (napr., guľové ložiská, optické čočky, sférické mechanické komponenty) | |
| Metóda merania | Optické bezkontaktné meranie so vysokorozlíškovou CCD kamerou | |
| KĽÚČOVÁ FUNKCIA | - Výpočet 2D súradníc | |
| - Analýza polohy stredu gule | ||
| Mierová presnosť | ±0.001 mm | |
| Rozlíšenie | 0.5 μm | |
| Výhody | - Rýchle meranie sférickej geometrie | |
| - Minimálna závislosť od operátora |
 |
Kategória | Špecifikácia/Popis |
| Typ zariadenia | Merný centr pre ozubenia | |
| Primárne použitie | Komplexná analýza parametrov ozubien (napr., rovnobežné ozubenie, šikmé ozubenie, kuželové ozubenie) | |
| Kľúčové parametre | - Počet zubov (Z) | |
| - Modul (M) | ||
| - Stlačovací uhol (α) | ||
| - Smerový uhol (β) | ||
| Merané rozmery | - Šírka zuba | |
| - Priemer vrcholu (Da) | ||
| - Priemer paty (Df) | ||
| - Priemer základnej kružnice | ||
| Mierová presnosť | ±0.005 mm | |
| Výhody | - Viacparametrická synchronizácia | |
| - Vysoko presná hodnotenie geometrie ozubenia |
 |
Kategória | Špecifikácia/Popis |
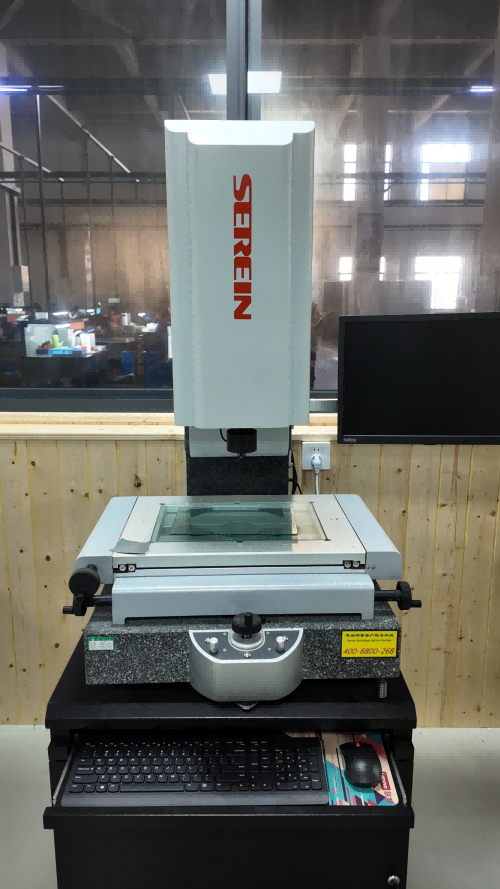
| Typ zariadenia | Merný stroj na meranie obrázkov (Video Merný Systém) | |
| Primárne použitie | Bezkontaktné meranie geometrických parametrov (napr., presné diely, formy, elektronické komponenty) | |
| Kľúčové funkcie | - Meranie dĺžky | |
| - Meranie uhlov | ||
| - Meranie polomeru (R角) | ||
| Mierová presnosť | ±0,003 mm | |
| Rozlíšenie | 0.5 μm | |
| Merané parametre | - Lineárne rozmery (dĺžka, šírka) | |
| - Uhlité charakteristiky | ||
| - Zaoblenia/Hrotité polomerové úseky | ||
| Výhody | - Vysokoškrté optické skenovanie | |
| - Minimálny kontakt s časťou pre citlivé povrchy |
 |
Kategória | Špecifikácia/Popis |
| Typ zariadenia | Mierka povrchovej hrubosti | |
| Primárne použitie | Merenie parametrov hrubosti povrchu (napr. Ra, Rz, Ry) pre opracované časti, formy a presné komponenty | |
| Kľúčové parametre | - Ra (Aritmetická priemerná hrubosť) | |
| - Rz (Maximálna výška profilu) | ||
| - Ry (Celková hrubosť) | ||
| Rozsah merania | Ra: 0,01–20 μm | |
| Rz/Ry: 0,1–100 μm | ||
| Rozlíšenie | 0.001 μm | |
| Presnosť | ±5% (podľa normy ISO 4287) | |
| Výhody | - Prenosný dizajn | |
| - Možnosti merania kontaktovo alebo nekontaktovo | ||
| - Zobrazenie údajov v reálnom čase |
 |
Kategória | Špecifikácia/Popis |
| Typ zariadenia | Testér tvrdosti Rockwell | |
| Primárne použitie | Meranie tvrdošťi materiálu (napr., kovy, ligatúry, teplovu spracované komponenty) | |
| Mierka testu | HRC (Rockwellova mierka tvrdošťi C) | |
| Rozsah merania | HRC: 20–70 | |
| Metóda testovania | Metóda zraženia (konzový indentor z diamantu, celková testovacia sila 150 kgf) | |
| Presnosť | ±1 HRC (podľa normy ASTM E18) | |
| Výhody | - Rýchle a priame čítanie | |
| - Minimálna potreba prípravy povrchu | ||
| - Vysoká opakovateľnosť |
 |
Kategória | Špecifikácia/Popis |
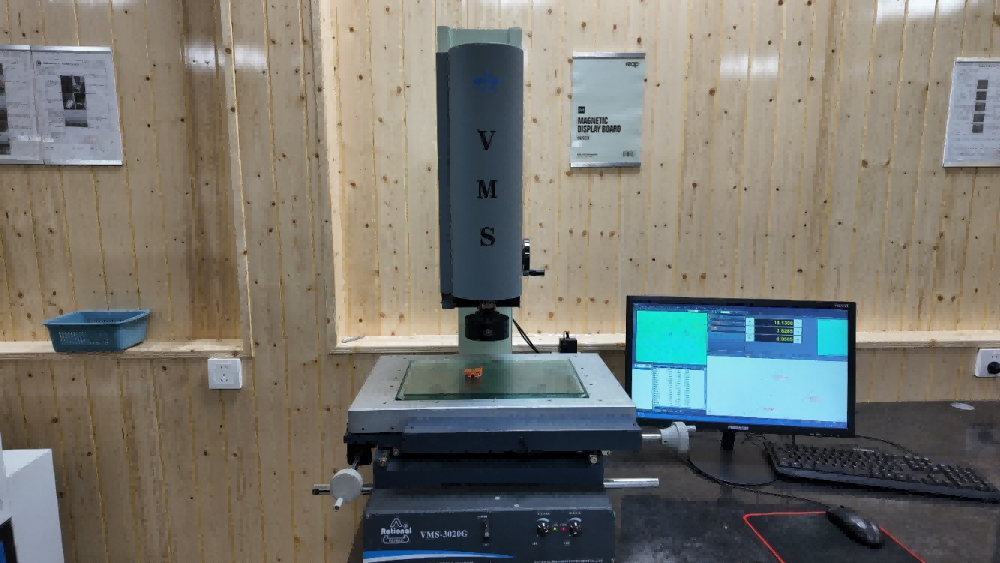
| Typ zariadenia | Merný stroj na meranie obrázkov (Video Merný Systém) | |
| Primárne použitie | Bezkontaktné meranie geometrických parametrov (napr., presné diely, formy, elektronické komponenty) | |
| Kľúčové funkcie | - Meranie dĺžky | |
| - Meranie uhlov | ||
| - Meranie polomeru (R角) | ||
| Mierová presnosť | ±0,003 mm | |
| Rozlíšenie | 0.5 μm | |
| Merané parametre | - Lineárne rozmery (dĺžka, šírka) | |
| - Uhlité charakteristiky | ||
| - Zaoblenia/Hrotité polomerové úseky | ||
| Výhody | - Vysokoškrté optické skenovanie | |
| - Minimálny kontakt s časťou pre citlivé povrchy |
 |
Kategória | Špecifikácia/Popis |
| Typ zariadenia | Pomerný prístroj na meranie kruhlosťi | |
| Primárne použitie | Detekcia kruhlosťi valcov a harmonickej analýzy (napr. rotujúcich komponentov, ložisk, presných valcov) | |
| Kľúčové parametre | - Chyba kruhlosťi | |
| - Harmonické komponenty (napr. analýza vibrácií) | ||
| Mierová presnosť | ±0.1 μm | |
| Rozlíšenie | 0.01 μm | |
| Metóda merania | Rotujúci čulok alebo presná výberka s kontaktovými/nekontaktovými šondačkami | |
| Výhody | - Vysokopresná vyhodnotenie kruhových profilov | |
| - Dynamická analýza harmonickej distórie |






