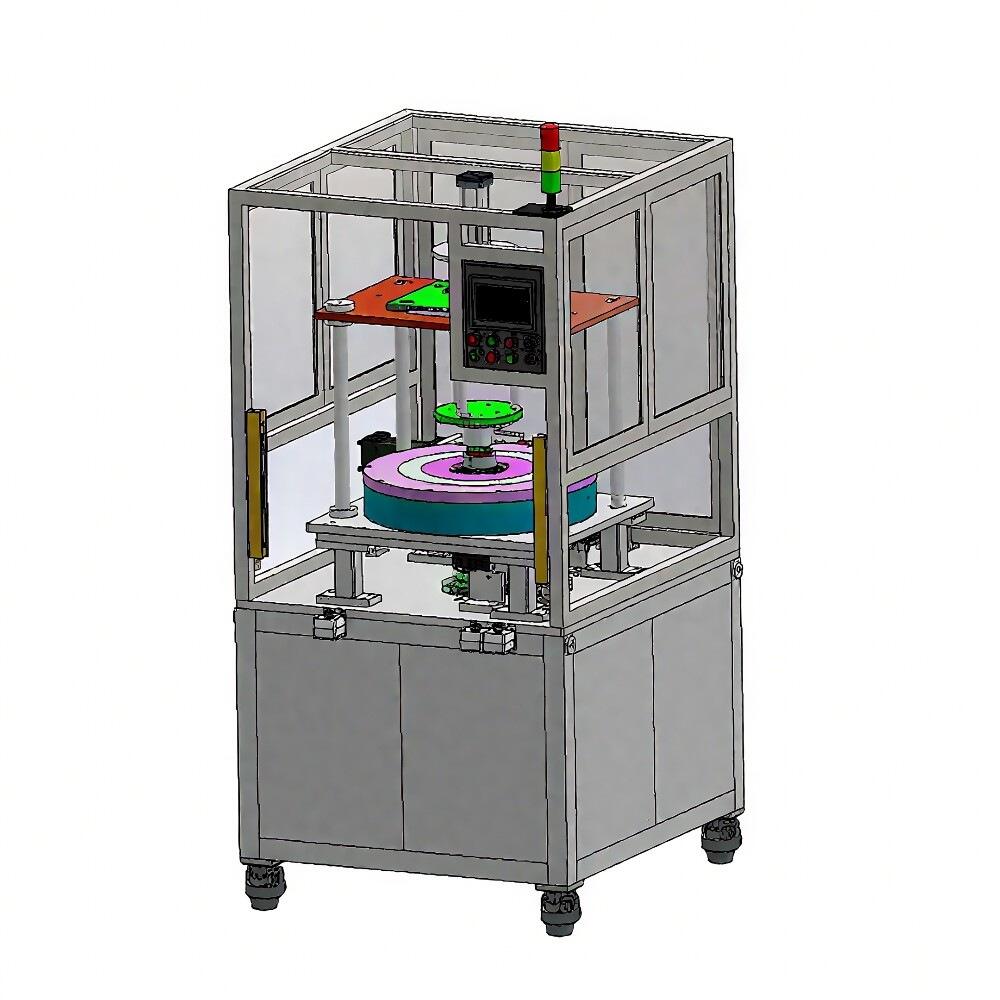

صُممت آلة إدخال لفائف الدوار الأوتوماتيكية هذه لتصنيع المحركات، وتدعم مقاييس أسلاك نحاسية تتراوح بين φ1.7 وφ2.5 مم. تتميز بسهولة التشغيل، حيث تُوضع الملفات المطلية بالمينا يدويًا في حوامل ثابتة، ثم تُدفع داخل الآلة عبر مُثبّت مُخصص. تُدخل الآلة لفائف الأسلاك النحاسية تلقائيًا وبدقة، مما يضمن عدم تلف العزل أو الأسلاك. بفضل تزويدها بخاصية كشف الأسلاك المفقودة، تُحسّن الآلة كفاءة الإنتاج واستقرار الجودة، مما يجعلها جهازًا مثاليًا لتجميع لفائف المحركات.
تُوضع ملفات الأسلاك المطلية بالمينا المُشكَّلة مسبقًا يدويًا في حوامل ملفات ثابتة (سواءً كاملةً أو مع فواصل). يستخدم المُشغِّل قالبًا مُخصَّصًا لتوجيه ودفع حوامل الملفات إلى داخل آلة الإدخال. بمجرد تفعيلها، تُدخل الآلة الملفات تلقائيًا في فتحات الدوار.
1. متطلبات مصدر الطاقة: تيار متردد أحادي الطور بثلاثة أسلاك، 380 فولت ±10%، 50 هرتز؛ طاقة الإدخال: 5.5 كيلو واط؛
2. متطلبات الهواء المضغوط: هواء مضغوط جاف بضغط 0.5 ميغاباسكال؛
3. أبعاد الجهاز (الطول × العرض × الارتفاع): 1600 × 1200 × 1950 مم;
4. وقت دورة الجهاز: ≤90 ثانية لكل وحدة;
5. طريقة إدخال الملفات: توضع ملفات الأسلاك المصنوعة مسبقًا يدويًا في حاملات الملفات الثابتة (إما ككل أو بوجود فواصل). ويستخدم المشغل جهازًا خاصًا لتوجيه ودفع حاملات الملفات إلى داخل آلة الإدخال. بمجرد تفعيل الجهاز، يتم إدخال الملفات تلقائيًا في فتحات الدوار;
6. مقياس سلك النحاس: φ1.7 – φ2.5 مم (قطر سلك النحاس العاري)؛
7. لا يسمح بفصل أو تلف في طبقات اللفائف بعد الإدخال;
8. يجب أن يكون الملف بعد الإدخال مطابقًا للرسومات المقدمة من الطرف أ;
9. لا يسمح بوجود تلف في سلك النحاس داخل القلب بعد الإدخال. اختبار الحمام الملحي عند جهد مباشر 24 فولت: تيار التسرب ≤30 مللي أمبير;
10. لا يسمح بوجود عيوب في ورق العزل. تحمل الجهد بين الملف والأرض: تيار متردد 800 فولت، تيار التسرب ≤0.5 مللي أمبير;
11. يجب أن يلبي ارتفاع الذيل النهائي للملف متطلبات المواصفات الواردة في الملحق 2: "رسومات المروحة والمقاييس الأساسية";
12. بعد الإدخال، يجب أن تكون الملفات مدمجة ومثبتة بإحكام، دون وجود أطراف سلكية مطلية تبرز.
وظائف الجهاز:
إدخال يدوي لـ 27 سلكًا نحاسيًا منفصلًا في حامل الملف الثابت → استخدام جهاز توجيه مخصص لدفع الأسلاك → إزالة حامل الملف والجهاز → تشغيل الجهاز → تتحرك لوحة الضغط لأسفل لضغط الأسلاك النحاسية → يدفع أسطوانة التخريم → تدور العمود الرئيسي → تدفع شفرات الإدخال → تنسحب الشفرات بعد التموضع → يتم طرد القطعة تلقائيًا → اكتمال العملية.
أسطوانة Airtac
كشف غياب السلك
شفرات القطع (مجموعة إضافية واحدة تُزود بشكل منفصل)، شفرات التشكيل (مجموعة إضافية واحدة تُزود بشكل منفصل)، وحاملات الملفات الثابتة مع الأجهزة – تزود بشكل قياسي 5 مجموعات لكل جهاز.
(الصورة للتوضيح فقط؛ تخضع للتصميم النهائي)




