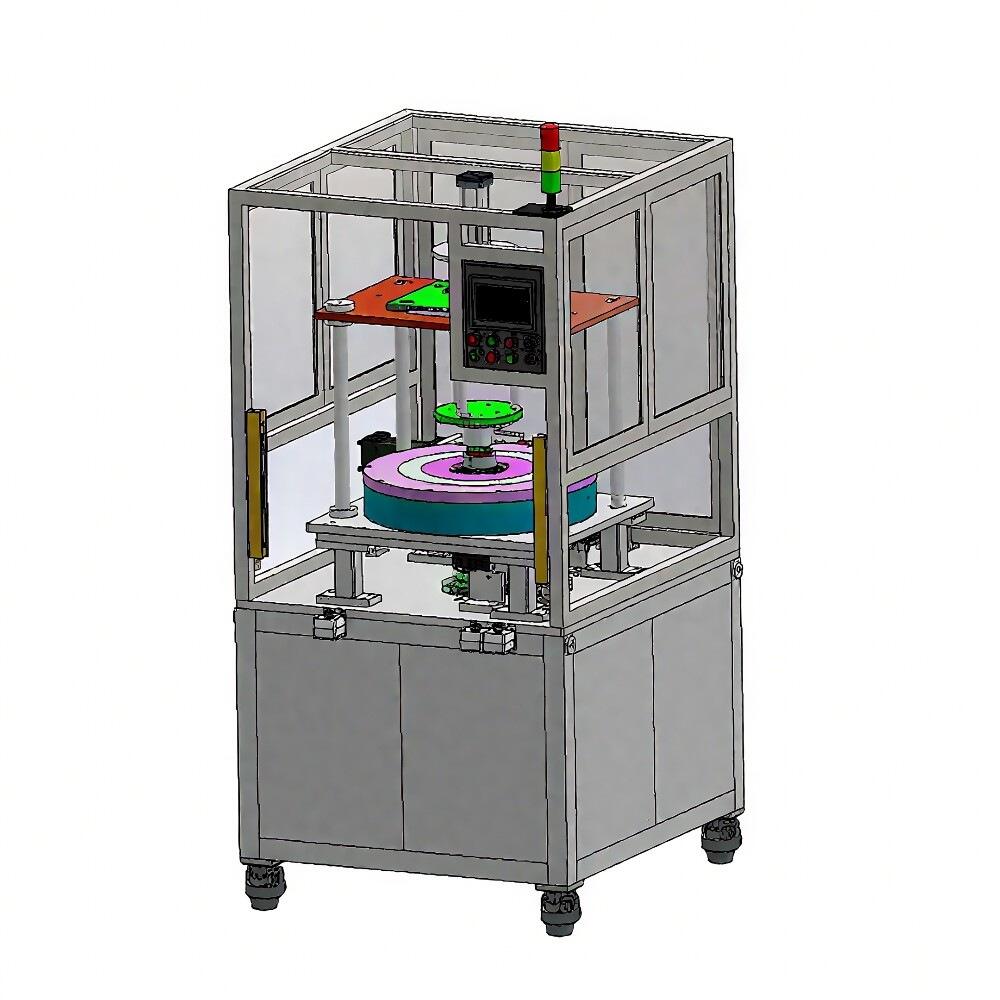

Denna automatiska rotorlindningsmaskin är utformad för motortillverkning och stöder koppartrådsgauger från φ1,7 till φ2,5 mm. Den är enkel att använda där emaljerade lindningar manuellt placeras i fasta hållare och skjuts in i maskinen med hjälp av en speciell Vorrichtning. Maskinen sätter automatiskt och exakt i koppartrådslindningar, vilket säkerställer att ingen isolering eller tråd skadas. Utrustad med detektering av trådsaknad förbättrar den produktionskvalitet och stabilitet, vilket gör den till en idealisk anordning för motorlindningsmontering.
De förformade emaljerade trådlindningarna placeras manuellt i fasta lindningshållare (antingen som helhet eller med mellanrum). En särskild Vorrichtning används av operatören för att styra och skjuta in lindningshållarna i maskinen. När den aktiveras sätter maskinen automatiskt lindningarna i rotorhålen.
1. Strömförsäningskrav: Enfas trefas växelström 380V ±10 %, 50Hz; Ingångseffekt: 5,5 kW;
2. Luftförsörjningskrav: Torr komprimerad luft 0,5 MPa;
3. Maskinens dimensioner (L × B × H): 1600 × 1200 × 1950 mm;
4. Maskincyklustid: ≤90 sekunder per enhet;
5. Metod för insättning av spolar: De förformade lacktrådsspolarna placeras manuellt i fasta spolhållare (antingen som helhet eller med mellanrum). En särskild fixtur används av operatören för att styra och skjuta spolhållarna in i insättningsmaskinen. När den aktiveras, sätter maskinen automatiskt in spolarna i rotorhålen;
6. Tjocklek på koppartråd: φ1,7 – φ2,5 mm (diameter för naken koppartråd);
7. Det är inte tillåtet med någon laminationsskiljning eller skador efter insättning av spolar;
8. Spolsteget efter insättning måste överensstämma med ritningarna som tillhandahålls av Part A;
9. Ingen skada på koppartråden inuti kärnan efter insättning. Saltbadstest vid DC 24 V: läckström ≤30 mA;
10. Ingen defekt i isoleringspapper. Spänning mellan spole och jord: AC 800 V, läckström ≤0,5 mA;
11. Den slutgiltiga fjäderbladets höjd skall uppfylla kraven som anges i Bilaga 2: "Rotorritningar och grundläggande dimensionsparametrar";
12. Efter införande skall spolarna vara kompakta och tätt anpassade, utan att emaljtrådslut sticker ut.
Enhetsfunktion:
Manuellt införande av 27 enskilda kopparledare i den fasta spolhållaren → använd ett speciellt verktyg för att skjuta in ledarna → ta bort spolhållaren och verktyget → starta maskinen → pressplattan rör sig nedåt för att pressa kopparledarna → spårcylinder skjuter in → huvudaxeln roterar → införingsblad skjuter in → bladen drar tillbaka efter positionering → arbetsstycket kastas automatiskt ut → processen är klar.
Airtac Cylinder
Detektering av frånvaro av ledare
Skärmblad (en extra uppsättning levereras separat), formningsblad (en extra uppsättning levereras separat) och fasta spolhållare med verktyg – standardleverans av 5 uppsättningar per maskin.
(Bild endast som referens; förbehåll för slutgiltig design)




