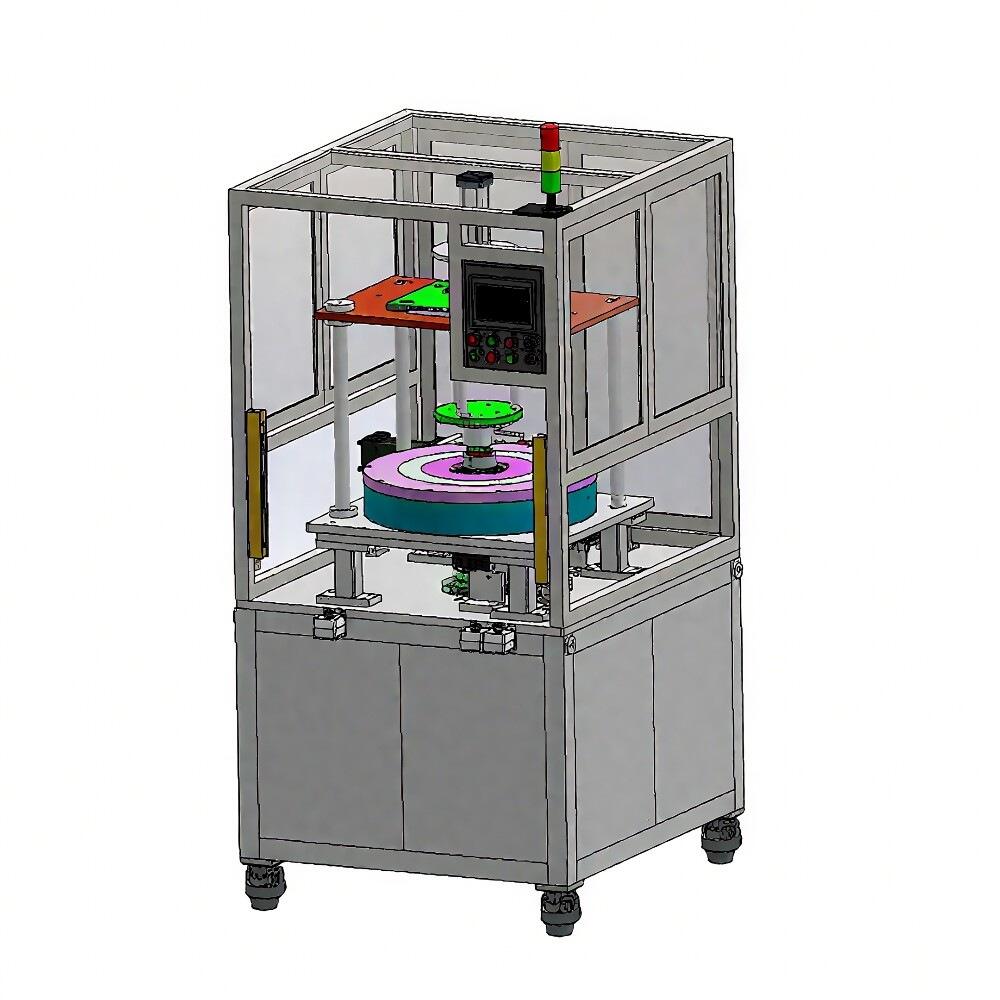

Denne automatiske rotorviklingsmaskinen er designet til motorproduksjon og støtter kobbertråd med tykkelse fra φ1,7 til φ2,5 mm. Den har enkel betjening der emaljerte spoler manuelt plasseres i faste holder og skyves inn i maskinen ved hjelp av en spesiell feste. Maskinen setter inn kobbertrådviklinger automatisk og nøyaktig, og sikrer at det ikke oppstår skader på isolasjonen eller tråden. Med funksjon for å oppdage manglende tråd forbedrer den produksjonseffektiviteten og kvalitetsstabiliteten, og er derfor en ideell løsning for motorviklingsmontering.
De forformede emaljerte trådspolene plasseres manuelt inn i faste spolere (enten som helhet eller med avstand). En spesiell feste brukes av operatøren til å lede og skyve spolene inn i innsettingsmaskinen. Når den aktiveres, setter maskinen automatisk spolene inn i rotorsporene.
1. Strømforsyningskrav: Enkeltfase trefase vekselstrøm 380V ±10 %, 50 Hz; Inngangseffekt: 5,5 kW;
2. Luftforsyningskrav: Tørr komprimert luft 0,5 MPa;
3. Maskinens dimensjoner (L × B × H): 1600 × 1200 × 1950 mm;
4. Maskinens syklustid: ≤90 sekunder per enhet;
5. Metode for innsetting av spoler: De forhåndsformede lakkerte wirespolene plasseres manuelt inn i faste spolere (enten som helhet eller med avstand). Et dedikert verktøy brukes av operatøren for å føre og skyve spolere inn i innsettingsmaskinen. Når den aktiveres, setter maskinen automatisk spolene inn i rotorsporene;
6. Kobbertråddiameter: φ1,7 – φ2,5 mm (diameter for naken kobbertråd);
7. Det er ikke tillatt med laminatseparasjon eller skader etter spoleinnsetting;
8. Spolens deling etter innsetting må være i samsvar med tegningene levert av Part A;
9. Ingen skader på kobbertråden inne i kjernen etter innsetting. Saltbadtest ved DC 24V: lekkstrøm ≤30 mA;
10. Ingen isoleringspapirdefekter. Spole-jord vedligeholdelsesspenning: AC 800V, lekkstrøm ≤0,5 mA;
11. Den endelige fjærspoleens høyde skal oppfylle kravene angitt i Vedlegg 2: "Rotor tegninger og grunnleggende dimensjonale parametere";
12. Etter innsetting skal spolene være kompakte og godt festet, uten lakktrådender som stikker ut.
Enhetens funksjoner:
Manuell innsetting av 27 individuelle kobbertråder i den faste spoleholderen → bruk et spesielt verktøy for å skyve trådene inn → fjern spoleholderen og verktøyet → start maskinen → presseplaten beveger seg nedover og presser kobbertrådene → sporingslinder skyver inn → spindelen roterer → innsettingsblad skyver inn → blad trekkes tilbake etter posisjonering → arbeidsemnet blir automatisk lansert → prosessen er ferdig.
Airtac Sylinder
Deteksjon av manglende tråd
Kuttblad (ett ekstrasett levert separat), formingsblad (ett ekstrasett levert separat) og faste spoleholdere med tilhørende verktøy – standard levering av 5 sett per maskin.
(Bilde kun for visning; kan variere ved sluttkonstruksjon)




