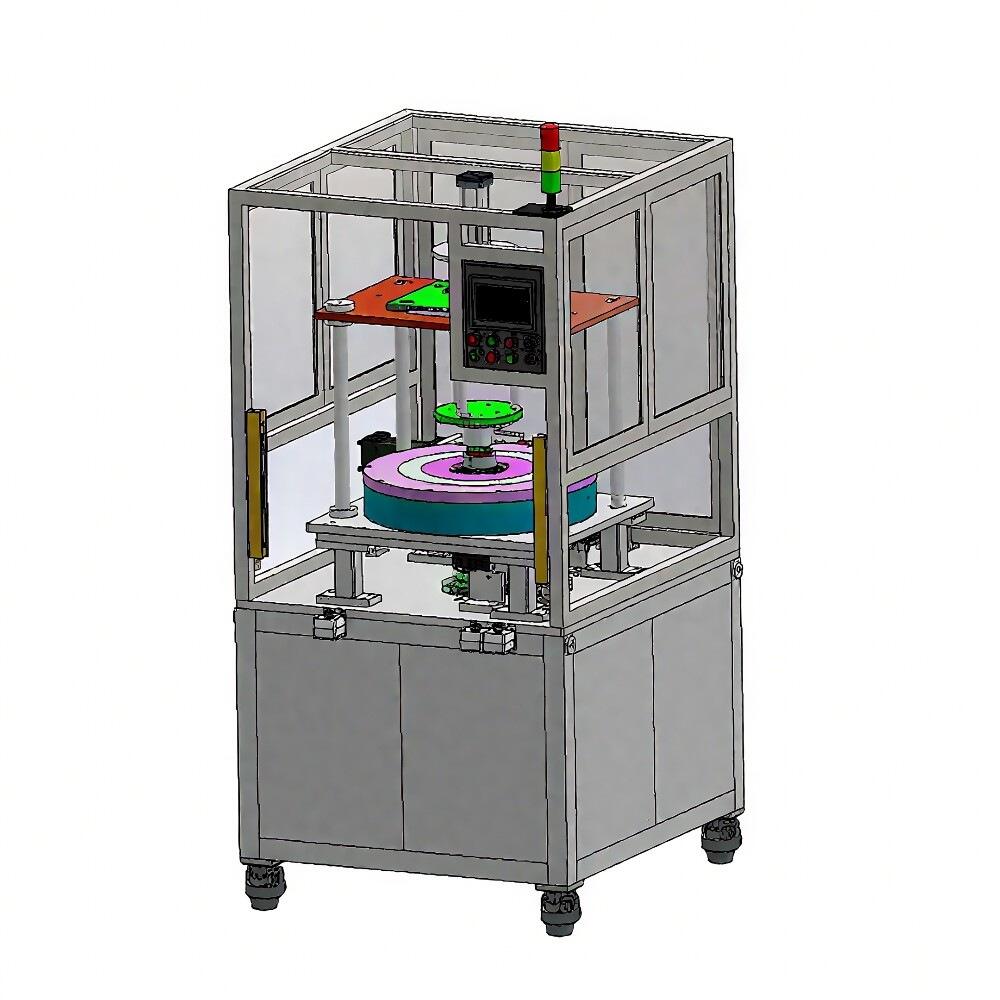

Ova automatska mašina za umetanje rotorskih zavojnica dizajnirana je za proizvodnju motora i podržava mjerenje bakarnih žica od φ1,7 do φ2,5 mm. Karakterizira je jednostupna upotreba pri kojoj se emajlirane zavojnice ručno stavljaju u fiksne držače i potiskuju u mašinu pomoću posebnog alata. Mašina automatski i precizno umetne zavojnice bakarnih žica, osiguravajući da dolazi do oštećenja izolacije ili žice. Opremljena je detekcijom nedostatka žice, što poboljšava efikasnost proizvodnje i stabilnost kvaliteta, čime postaje idealna naprava za sklop rotorskih zavojnica.
Unaprijed formirane emajlirane žice zavojnica ručno se stavljaju u fiksne držače zavojnica (bilo kao cjelina ili s razmakom). Operator koristi poseban alat da bi vodio i potiskivao držače zavojnica u mašinu za umetanje. Kada se aktivira, mašina automatski umetne zavojnice u rotor žljebove.
1. Zahtjev za struju: Jendofazni trožilni AC 380V ±10%, 50Hz; Ulazna snaga: 5,5 kW;
2. Zahtjev za zrakom: Suhi stlačeni zrak 0,5 MPa;
3. Dimenzije stroja (D × Š × V): 1600 × 1200 × 1950 mm;
4. Vrijeme ciklusa stroja: ≤90 sekundi po komadu;
5. Metoda umetanja zavojnica: Prethodno oblikovane zavojnice od emajlirane žice ručno se smještaju u fiksne držače zavojnica (cjelovito ili s razmakom). Operator koristi posebni alat za vođenje i guranje držača zavojnica u stroj za umetanje. Kada se stroj aktivira, zavojnice se automatski umetaju u utora rotora;
6. Debljina bakrene žice: φ1,7 – φ2,5 mm (promjer neizolovane bakrene žice);
7. Nakon umetanja zavojnica nije dopušteno odvajanje ili oštećenje limova;
8. Korak zavojnice nakon umetanja mora odgovarati crtežima dostavljenim od strane Stranke A;
9. Unutar statora ne smije doći do oštećenja bakrene žice nakon umetanja. Test solnog kupatila pri istosmjernom naponu 24 V: struja curenja ≤30 mA;
10. Ne smije biti nikakvih nedostataka izolacijskog papira. Izdržljivost izolacije zavojnice prema masi: izmjenični napon 800 V, struja curenja ≤0,5 mA;
11. Konačna visina repa zavojnice mora zadovoljavati zahtjeve navedene u Prilogu 2: „Crteži rotora i osnovni dimenzionalni parametri“;
12. Nakon umetanja, zavojnice moraju biti kompaktne i čvrsto pričvršćene, bez izbočenih krajeva emajliranog vodiča.
Funkcija opreme:
Ručno umetanje 27 pojedinačnih bakrenih vodiča u fiksni držač zavojnice → koristiti posebni alat za guranje vodiča → ukloniti držač zavojnice i alat → pokrenuti stroj → preša se spušta kako bi stisnula bakrene vodiče → cilindar za žljebove gura unutra → vreteno rotira → umetne se noževi za umetanje → noževi se povuku nakon pozicioniranja → komad automatski ispadne → proces je završen.
Cilindar AIRTAC
Detekcija nedostatka vodiča
Noževi za rezanje (jedan dodatni komplet isporučuje se odvojeno), noževi za oblikovanje (jedan dodatni komplet isporučuje se odvojeno) i fiksni držači zavojnica s alatom – standardna isporuka 5 kompleta po stroju.
(Slika služi samo kao referenca; podložn konačnom dizajnu)




