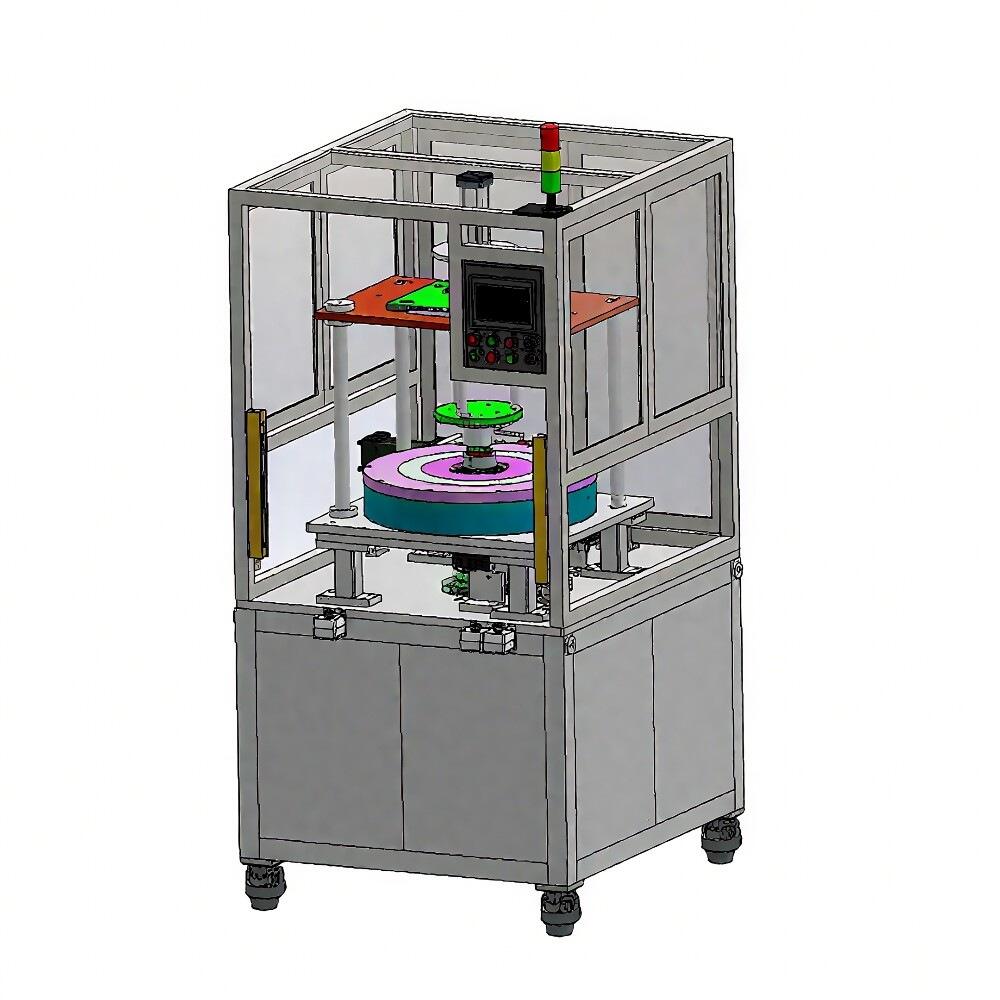

This automatic rotor coil insertion machine is designed for motor manufacturing, supporting copper wire gauges from φ1.7 to φ2.5 mm. It features simple operation where enameled coils are manually placed into fixed holders and pushed into the machine via a dedicated jig. The machine automatically and precisely inserts copper wire windings, ensuring no insulation or wire damage. Equipped with wire missing detection, it improves production efficiency and quality stability, making it an ideal device for motor winding assembly.
The pre-formed enameled wire coils are manually placed into fixed coil holders (either as a whole or with spacing). A dedicated jig is used by the operator to guide and push the coil holders into the insertion machine. Once activated, the machine automatically inserts the coils into the rotor slots.
1. Power Supply Requirement: Single-phase three-wire AC 380V ±10%, 50Hz; Input power: 5.5 kW;
2. Air Supply Requirement: Dry compressed air 0.5 MPa;
3. Machine Dimensions (L × W × H): 1600 × 1200 × 1950 mm;
4. Machine Cycle Time: ≤90 seconds per unit;
5. Coil Insertion Method: The pre-formed enameled wire coils are manually placed into fixed coil holders (either as a whole or with spacing). A dedicated jig is used by the operator to guide and push the coil holders into the insertion machine. Once activated, the machine automatically inserts the coils into the rotor slots;
6. Copper Wire Gauge: φ1.7 – φ2.5 mm (bare copper wire diameter) ;
7. No lamination separation or damage is allowed after coil insertion;
8. The coil pitch after insertion must comply with the drawings provided by Party A;
9. No copper wire damage inside the core after insertion. Salt bath test at DC 24V: leakage current ≤30 mA;
10. No insulation paper defects. Coil-to-ground withstand voltage: AC 800V, leakage current ≤0.5 mA;
11. The final coil tail height shall meet the requirements specified in Appendix 2: “Rotor Drawings and Basic Dimensional Parameters”;
12. After insertion, the coils shall be compact and tightly fitted, with no enameled wire ends protruding.
Equipment Function:
Manual insertion of 27 individual copper wires into the fixed coil holder → use a dedicated jig to push the wires in → remove the coil holder and jig → start the machine → pressing plate moves down to press the copper wires → slotting cylinder pushes in → spindle rotates → insertion blades push in → blades retract after positioning → workpiece automatically ejects → process complete.
AIRTAC Cylinder
Wire Missing Detection
Cutting blades (one additional set supplied separately), forming blades (one additional set supplied separately), and fixed coil holders with jigs—standard supply of 5 sets per machine.
(Image for reference only; subject to final design)




