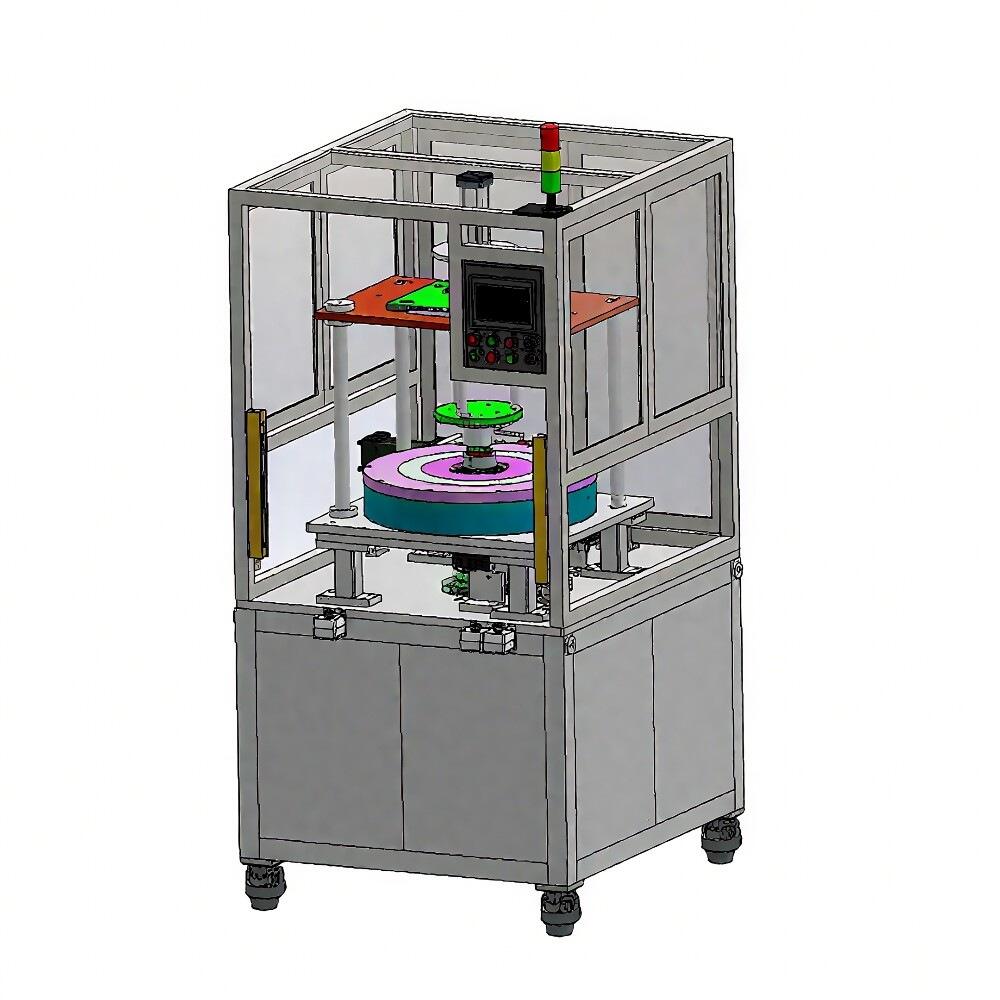

این دستگاه اتوماتیک قرار دادن سیمپیچ روتور برای تولید موتور طراحی شده است و از ضخامت سیم مسی از φ1.7 تا φ2.5 میلیمتر پشتیبانی میکند. این دستگاه دارای عملکرد ساده است، بهطوریکه سیمپیچهای نیرویی بهصورت دستی در گیرههای ثابت قرار داده میشوند و توسط جیگ اختصاصی به داخل دستگاه هل داده میشوند. دستگاه بهصورت خودکار و دقیق سیمپیچهای مسی را درون شیارها قرار میدهد و از آسیب به عایق یا سیم جلوگیری میکند. این دستگاه با قابلیت تشخیص عدم وجود سیم، کارایی تولید و ثبات کیفیت را افزایش میدهد و آن را به دستگاهی ایدهآل برای مونتاژ سیمپیچ موتور تبدیل میکند.
سیمپیچهای سیم نیرویی از قبل شکلگرفته بهصورت دستی در گیرههای ثابت سیمپیچ (چه بهصورت کامل و چه با فاصله) قرار داده میشوند. اپراتور از یک جیگ اختصاصی برای هدایت و هل دادن گیرههای سیمپیچ به داخل دستگاه استفاده میکند. پس از فعالسازی، دستگاه بهصورت خودکار سیمپیچها را درون شیارهای روتور قرار میدهد.
1. نیازمندی برق ورودی: تکفاز سهسیمه AC 380V ±10%، 50Hz؛ توان ورودی: 5.5 kW؛
2. نیازمندی هوای فشرده: هوای فشرده خشک با فشار 0.5 MPa؛
3. ابعاد ماشین (L × W × H): 1600 × 1200 × 1950 میلیمتر؛
4. زمان چرخه ماشین: ≤90 ثانیه در واحد؛
5. روش قرار دادن سیمپیچ: سیمپیچهای از پیش ساخته شده از جنس سیم لعابی به صورت دستی در گیرههای ثابت سیمپیچ (به صورت کامل یا با فاصله) قرار داده میشوند. ابزار اختصاصی توسط اپراتور برای هدایت و فشار دادن گیرههای سیمپیچ به داخل ماشین قرار دادن استفاده میشود. پس از فعالسازی، ماشین به صورت خودکار سیمپیچها را در شیارهای روتور قرار میدهد؛
6. قطر سیم مسی: φ1.7 – φ2.5 میلیمتر (قطر سیم مسی بدون عایق)؛
7. پس از قرار دادن سیمپیچ، هیچگونه افتادگی یا آسیب به ورقههای هسته مجاز نیست؛
8. گام سیمپیچ پس از قرار دادن باید مطابق با نقشههای ارائه شده توسط طرف الف باشد؛
9. هیچگونه آسیب به سیم مسی در داخل هسته پس از قرار دادن مجاز نیست. آزمون حمام نمک در ولتاژ DC 24 ولت: جریان نشتی ≤30 میلیآمپر؛
10. هیچگونه عیب در کاغذ عایق وجود ندارد. ولتاژ تحمل سیمپیچ به زمین: AC 800 ولت، جریان نشتی ≤0.5 میلیآمپر؛
11. ارتفاع نهایی دم پیچه باید نیازهای مشخص شده در ضمیمه 2: "نقشههای روتور و پارامترهای اصلی ابعادی" را برآورده کند؛
12. پس از قرار دادن، پیچهها باید متراکم و محکم نصب شوند، به طوری که هیچ سیم لعابی از انتهای آنها بیرون نزده باشد.
عملکرد دستگاه:
درج دستی 27 عدد سیم مسی جداگانه در دستگیره پیچه ثابت → استفاده از جیگ اختصاصی برای فشار دادن سیمها → برداشتن دستگیره پیچه و جیگ → راهاندازی دستگاه → صفحه پرس پایین میآید و سیمهای مسی را میفشارد → سیلندر شیاردهنده فشار داده میشود → سپر چرخش میکند → تیغههای درج فشار داده میشوند → تیغهها پس از موقعیتیابی برمیگردند → قطعه کار به صورت خودکار خارج میشود → فرآیند کامل میشود.
سیلندر آیرتاک
تشخیص سیم از دست رفته
تیغههای برش (یک مجموعه اضافی جداگانه عرضه میشود)، تیغههای شکلدهی (یک مجموعه اضافی جداگانه عرضه میشود) و دستگیرههای پیچه ثابت با جیگها – عرضه استاندارد 5 مجموعه به ازای هر دستگاه.
(تصویر تنها جهت مرجع است؛ ممکن است طراحی نهایی متفاوت باشد)




