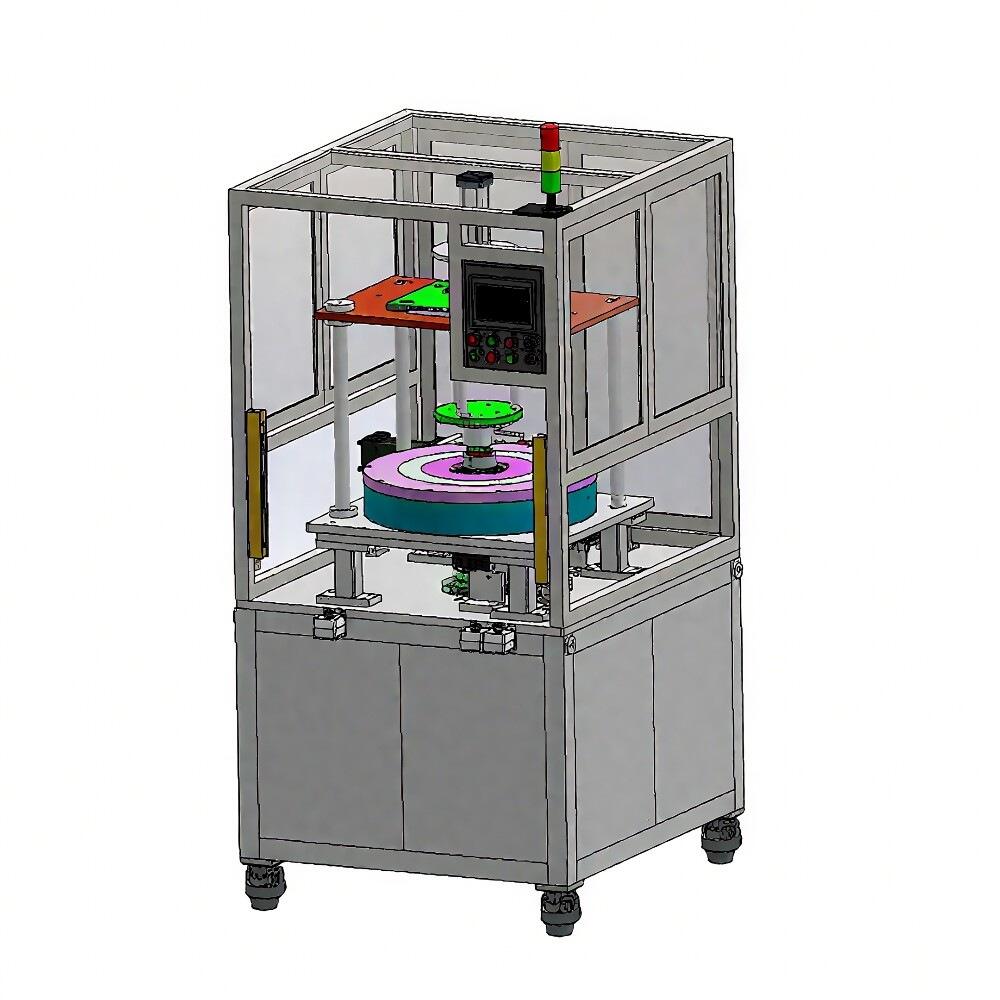

Ez az automatikus rotor tekercs behelyező gép motor gyártáshoz készült, φ1,7-től φ2,5 mm-ig terjedő rézvezeték-méretek támogatásával. Egyszerű kezelés jellemzi, a lakktekercsek kézzel helyezhetők el rögzített tartókban, majd egy speciális sablon segítségével a gépbe tolhatók. A gép automatikusan és pontosan helyezi be a rézvezeték tekercselését, biztosítva, hogy a szigetelés és a vezeték sérülésmentes maradjon. A vezetékhiány-érzékelő funkcióval felszerelve, növeli a termelékenységet és a minőség stabilitását, így ideális eszköz a motor tekercselés összeszereléséhez.
Az előre formázott lakkal bevont vezetékek kézzel helyezendők el rögzített tekercstartókban (egészben vagy távolságot tartva). A műveletet végző személy egy dedikált sablon segítségével vezeti és tolja be a tekercstartókat a behelyező gépbe. Aktiválás után a gép automatikusan behelyezi a tekercseket a rotor hornyokba.
1. Áramellátás: Egyfázisú, háromvezetékes AC 380V ±10%, 50Hz; Bemeneti teljesítmény: 5,5 kW;
2. Sűrített levegő igény: Száraz sűrített levegő 0,5 MPa;
3. A gép méretei (H × Sz × M): 1600 × 1200 × 1950 mm;
4. Gépciklus idő: ≤90 másodperc egységenként;
5. Tekercsbehelyezési módszer: A megformázott lakkdrótból készült tekercsek kézzel helyezendők el rögzített tekercstartókban (egészben vagy távolsággal). A műveletet végző személy külön erre kialakított sablon segítségével irányítja és betolja a tekercstartókat a behelyező gépbe. A gép indítása után a tekercsek automatikusan behelyeződnek a forgórész hornyokba;
6. Rézdrót átmérő: φ1,7 – φ2,5 mm (csupasz rézdrót átmérője);
7. A tekercsbehelyezés után tilos a lemezlapok szétválása vagy megrongálódása;
8. A behelyezés utáni tekercsköznek meg kell felelnie az A fél által megadott rajzoknak;
9. A magba helyezés után a rézdróton nem lehet sérülés. Sófürdő teszt DC 24V-al: szivárgó áram ≤30 mA;
10. Az izolációs papíron nem lehet hiba. Tekercs-föld szigetelési feszültség: AC 800V, szivárgó áram ≤0,5 mA;
11. A végső tekercsvégi magasság meg kell, hogy felelje a 2. függelékben: „Forgórész rajzok és alapvető méretparaméterek” meghatározott követelményeknek;
12. A beillesztést követően a tekercseknek tömörnek és szorosan illeszkedőnek kell lenniük, a lakkdrót végek nem állhatnak ki.
Eszközfunkció:
27 db egyedi rézdrót kézi beillesztése a rögzített tekercstartóba → speciális sablon segítségével kell betolni a drótokat → a tekercstartó és a sablon eltávolítása → gép indítása → a préslemez lefelé mozog a rézdrótok összenyomásához → a hornyoló henger befelé tol → a főtengely forog → a beillesztő pengék befelé tolódnak → a pengék visszahúzódnak a pozicionálás után → a munkadarab automatikusan kiürül → a folyamat befejeződött.
Airtac Henger
Hiányzó vezeték érzékelése
Vágópengék (egy pótkészlet külön szállítva), formázó pengék (egy pótkészlet külön szállítva), valamint rögzített tekercstartók jiggel – szabványos szállítás: gépenként 5 készlet.
(Csak hivatkozási célokra szolgáló kép; a végső tervekhez igazodhat)




