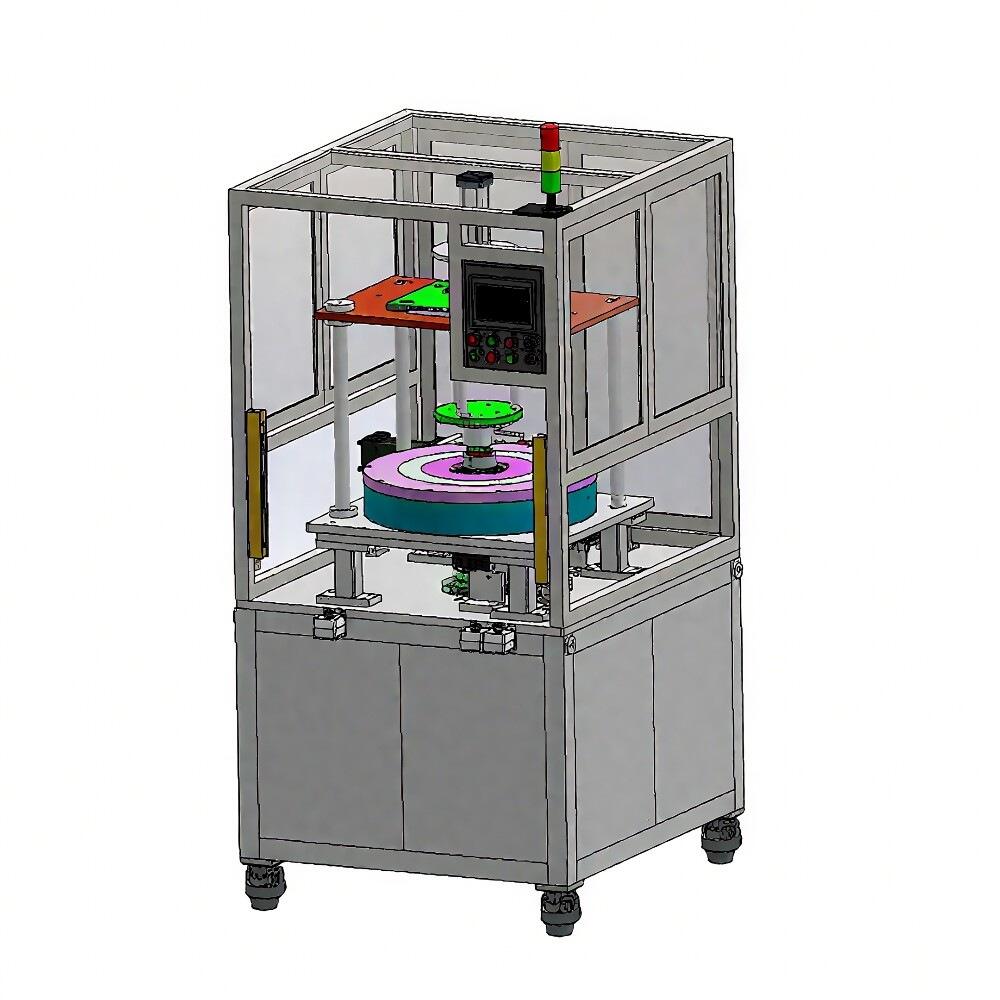

Ta automatyczna maszyna do wkładania cewek wirnika zaprojektowana jest do produkcji silników, obsługuje miedziane druty o średnicy od φ1,7 do φ2,5 mm. Posiada prostą obsługę, w której emaliowane cewki są ręcznie umieszczane w ustalonych uchwytach i wprowadzane do maszyny za pomocą specjalnego przyrządu. Maszyna automatycznie i precyzyjnie wkłada uzwojenia miedziane, zapewniając brak uszkodzeń izolacji lub drutu. Wyposażyliśmy ją w system wykrywania braku drutu, co poprawia efektywność produkcji i stabilność jakości, dzięki czemu jest idealnym urządzeniem do montażu uzwojeń silników.
Wstępnie uformowane cewki z drutu emaliowanego są ręcznie umieszczane w stałych uchwytach na cewki (całościowo lub z odstępem). Operator wykorzystuje specjalny przyrząd do prowadzenia i wciskania uchwytów z cewkami do maszyny wkładającej. Po aktywacji maszyna automatycznie wkłada cewki do żłobków wirnika.
1. Wymagania zasilania: Prąd przemienny jednofazowy trzyprzewodowy 380V ±10%, 50Hz; Moc wejściowa: 5,5 kW;
2. Wymagania dotyczące zasilania powietrzem: Suche sprężone powietrze 0,5 MPa;
3. Wymiary maszyny (D × S × W): 1600 × 1200 × 1950 mm;
4. Czas cyklu maszyny: ≤90 sekund na jednostkę;
5. Metoda wprowadzania cewek: Cewki wykonane z drutu emaliowanego są ręcznie umieszczane w ustalonych trzymakach cewek (całkowicie lub z rozstawieniem). Operator wykorzystuje specjalne przyrządy pomocnicze do prowadzenia i wciskania trzymaków cewek do maszyny wprowadzającej. Po uruchomieniu maszyna automatycznie wprowadza cewki do żłobków wirnika;
6. Średnica drutu miedzianego: φ1,7 – φ2,5 mm (średnica drutu miedzianego bez izolacji);
7. Po wprowadzeniu cewek nie dopuszcza się rozwarstwienia lub uszkodzenia blach;
8. Skok cewki po wprowadzeniu musi odpowiadać rysunkom dostarczonym przez Stronę A;
9. Brak uszkodzeń drutu miedzianego wewnątrz rdzenia po wprowadzeniu. Test wanny solnej przy prądzie stałym 24 V: prąd upływu ≤30 mA;
10. Brak wad papieru izolacyjnego. Wytrzymałość napięciowa izolacji cewki względem ziemi: prąd zmienny 800 V, prąd upływu ≤0,5 mA;
11. Ostateczna wysokość końca cewki musi odpowiadać wymaganiom podanym w Dodatku 2: „Rysunki wirnika i podstawowe parametry wymiarowe”;
12. Po umieszczeniu cewki muszą być zwarte i ciasno dopasowane, bez wystających końców drutu emaliowanego.
Funkcje urządzenia:
Ręczne wkładanie 27 pojedynczych drutów miedzianych do nieruchomego trzymaka cewki → użyj specjalnego przyrządu, aby wcisnąć druty → usuń trzymak cewki i przyrząd → uruchom maszynę → płytka dociskowa przesuwa się w dół, aby nacisnąć druty miedziane → cylinder wprowadzania wciska się → wrzeciono obraca się → ostrza wprowadzające wciskają się → ostrza cofają się po pozycjonowaniu → przedmiot pracy zostaje automatycznie wyrzucony → proces zakończony.
Walec Airtac
Wykrywanie braku drutu
Noże tnące (jeden dodatkowy komplet dostarczany oddzielnie), noże formujące (jeden dodatkowy komplet dostarczany oddzielnie) oraz nieruchome trzymaki cewek z przyrządami – standardowe dostarczenie 5 kompletów na maszynę.
(Obraz wyłącznie do celów informacyjnych; szczegóły techniczne mogą ulec zmianie)




