
Táto automatická linka na vkladanie rotora je určená pre výrobu motorov a podporuje medené vodiče v rozsahu φ1,7 až φ2,5 mm. Má jednoduchú obsluhu, kedy sú lakované cievky manuálne vložené do pevných držiakov a zasunuté do stroja pomocou špeciálneho dorazového prípravku. Stroj automaticky a presne vkladá vinutia z medeného vodiča, pričom nedochádza k poškodeniu izolácie alebo vodiča. Je vybavená detekciou chýbajúceho vodiča, čo zvyšuje efektivitu výroby a stabilitu kvality, čo z nej robí ideálne zariadenie pre montáž vinutí motorov.
Pripravené lakované cievky sú manuálne vložené do pevných držiakov cievok (celky alebo so spárami). Operátor použije špeciálny prípravok na vedenie a zasunutie držiakov cievok do vkladacej linky. Po aktivácii stroj automaticky vloží cievky do drážok rotora.
1. Požiadavky na napájanie: Jednofázový trojvodičový prúd AC 380 V ±10 %, 50 Hz; Príkon: 5,5 kW;
2. Požiadavky na stlačený vzduch: Suchý stlačený vzduch 0,5 MPa;
3. Rozmery stroja (D × Š × V): 1600 × 1200 × 1950 mm;
4. Cyklový čas stroja: ≤90 sekúnd na jednotku;
5. Spôsob vkladania cievok: Predtvarované lakované cievky sa ručne umiestnia do pevných držiakov cievok (celé alebo so spárovaním). Operátor použije špeciálnu prípravu na vedenie a zatlačenie držiakov cievok do vkladacieho stroja. Po aktivácii stroj automaticky vloží cievky do drážok rotora;
6. Priemer medi: φ1,7 – φ2,5 mm (priemer holého medieneho drôtu);
7. Po vložení cievok nie je dovolené žiadne oddelenie alebo poškodenie plechov;
8. Rozstup cievok po vložení musí zodpovedať výkresom poskytnutým stranou A;
9. Po vložení nesmie byť poškodený medi v jadre. Soľná kúpeľ pri DC 24 V: únikový prúd ≤30 mA;
10. Bez poškodenia izolačného papiera. Výdrž napätia medzi cievkou a zemou: AC 800 V, únikový prúd ≤0,5 mA;
11. Výška záverečného závitu cievky musí spĺňať požiadavky uvedené v Dodatku 2: „Výkresy rotora a základné rozmerové parametre“;
12. Po vložení musia byť cievky kompaktné a tesne prispôsobené, bez vyčnievajúcich koncov emailovaného drôtu.
Funkcia zariadenia:
Manuálne vkladanie 27 samostatných medených drôtov do pevného držiaka cievky → použiť špeciálnu upínaciu pomôcku na zatlačenie drôtov → odstrániť držiak cievky a pomôcku → zapnúť stroj → lisovacia doska sa posúva nadol na stlačenie medených drôtov → valcovaný valec zatlačí → vreteno sa otáča → vloženie nožov zatlačením → nože sa po pozíciovaní stiahnu späť → polotovar sa automaticky vysunie → proces je dokončený.
Cylinder Airtac
Detekcia chýbajúceho drôtu
Rezné nože (jeden dodatočný komplet dodávaný samostatne), tvárnicové nože (jeden dodatočný komplet dodávaný samostatne) a pevné držiaky cievok s upínacími pomôckami – štandardná dodávka 5 kompletov na stroj.
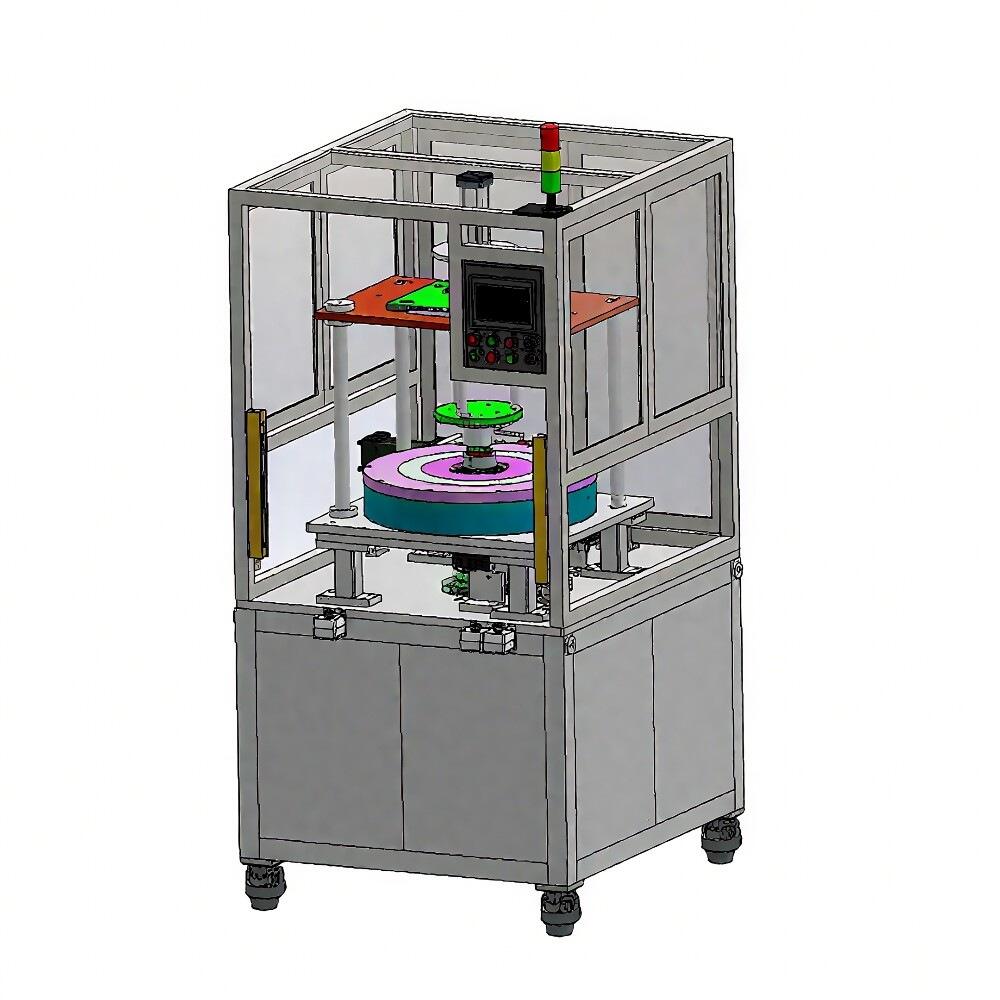
(Obrázok len na ilustráciu; podlieha finálnemu dizajnu)




