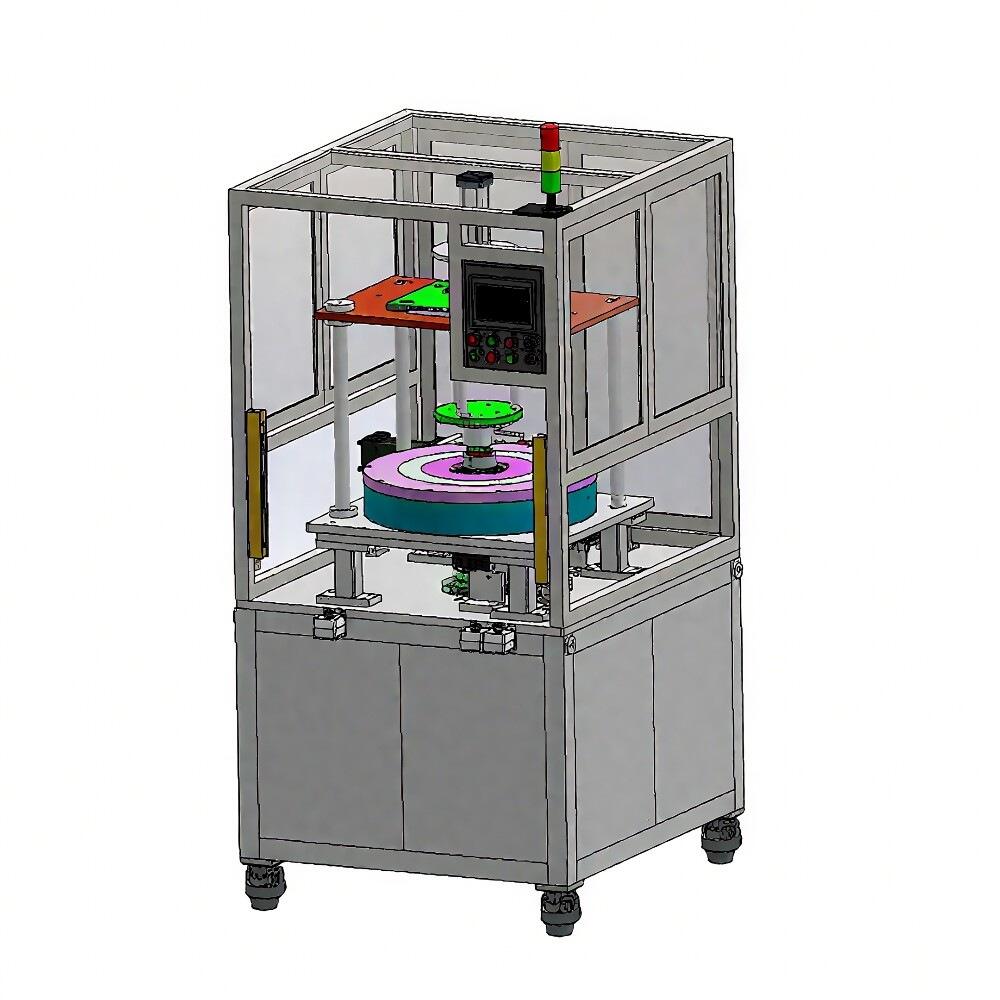

Máy chèn cuộn dây rotor tự động này được thiết kế dành cho sản xuất động cơ, hỗ trợ các cỡ dây đồng từ φ1.7 đến φ2.5 mm. Máy có thao tác đơn giản, cuộn dây phủ men được đặt thủ công vào các giá đỡ cố định và đẩy vào máy thông qua một đồ gá chuyên dụng. Máy sẽ tự động và chính xác chèn các vòng dây đồng, đảm bảo không gây hư hại lớp cách điện hay dây dẫn. Được trang bị chức năng phát hiện thiếu dây, máy giúp nâng cao hiệu suất sản xuất và độ ổn định chất lượng, là thiết bị lý tưởng cho quá trình lắp ráp cuộn dây động cơ.
Các cuộn dây men đã được định hình trước được đặt thủ công vào các giá đỡ cuộn dây cố định (có thể đặt nguyên bộ hoặc có khoảng cách). Người vận hành sử dụng đồ gá chuyên dụng để định hướng và đẩy các giá đỡ cuộn dây vào máy chèn. Khi bắt đầu hoạt động, máy tự động chèn các cuộn dây vào các rãnh rotor.
1. Yêu cầu nguồn điện: Điện xoay chiều một pha ba dây AC 380V ±10%, 50Hz; Công suất đầu vào: 5.5 kW;
2. Yêu cầu khí nén: Khí nén khô 0.5 MPa;
3. Kích thước máy (D × R × C): 1600 × 1200 × 1950 mm;
4. Thời gian chu kỳ máy: ≤90 giây mỗi sản phẩm;
5. Phương pháp chèn cuộn dây: Các cuộn dây sơn cách điện đã được định hình trước được đặt thủ công vào các giá đỡ cuộn dây cố định (có thể là toàn bộ hoặc có khoảng cách). Người vận hành sử dụng một dụng cụ chuyên dụng để dẫn hướng và đẩy các giá đỡ cuộn dây vào máy chèn. Khi kích hoạt, máy sẽ tự động chèn các cuộn dây vào các rãnh roto;
6. Đường kính dây đồng: φ1,7 – φ2,5 mm (đường kính dây đồng trần);
7. Không cho phép tách lớp hoặc hư hỏng lá thép sau khi chèn cuộn dây;
8. Bước quấn cuộn dây sau khi chèn phải tuân theo bản vẽ do Bên A cung cấp;
9. Không được hư hỏng dây đồng bên trong lõi sau khi chèn. Thử nghiệm bằng dung dịch muối ở điện áp một chiều 24V: dòng rò ≤30 mA;
10. Không có khuyết tật trên giấy cách điện. Điện áp chịu đựng giữa cuộn dây và đất: điện áp xoay chiều 800V, dòng rò ≤0,5 mA;
11. Chiều cao cuối cùng của đầu cuộn dây phải đáp ứng các yêu cầu được quy định trong Phụ lục 2: "Bản vẽ Rô-to và Thông số Kích thước Cơ bản";
12. Sau khi lắp vào, các cuộn dây phải được sắp xếp gọn gàng và khít chặt, không có đầu dây men protruding ra ngoài.
Chức năng Thiết bị:
Thao tác thủ công: Đưa từng sợi dây đồng riêng lẻ (27 sợi) vào bộ giữ cuộn cố định → sử dụng đồ gá chuyên dụng để đẩy dây vào → tháo bộ giữ cuộn và đồ gá → khởi động máy → tấm ép di chuyển xuống để ép các dây đồng → xi lanh tạo rãnh đẩy vào → trục chính quay → lưỡi đẩy ép vào → lưỡi rút lại sau khi định vị → sản phẩm tự động được đẩy ra → quá trình hoàn tất.
Xi lanh Airtac
Phát Hiện Thiếu Dây
Lưỡi cắt (kèm thêm một bộ riêng biệt), lưỡi tạo hình (kèm thêm một bộ riêng biệt), và các bộ giữ cuộn cố định đi kèm đồ gá—cung cấp tiêu chuẩn 5 bộ cho mỗi máy.
(Hình ảnh chỉ mang tính chất tham khảo; có thể thay đổi theo thiết kế cuối cùng)




