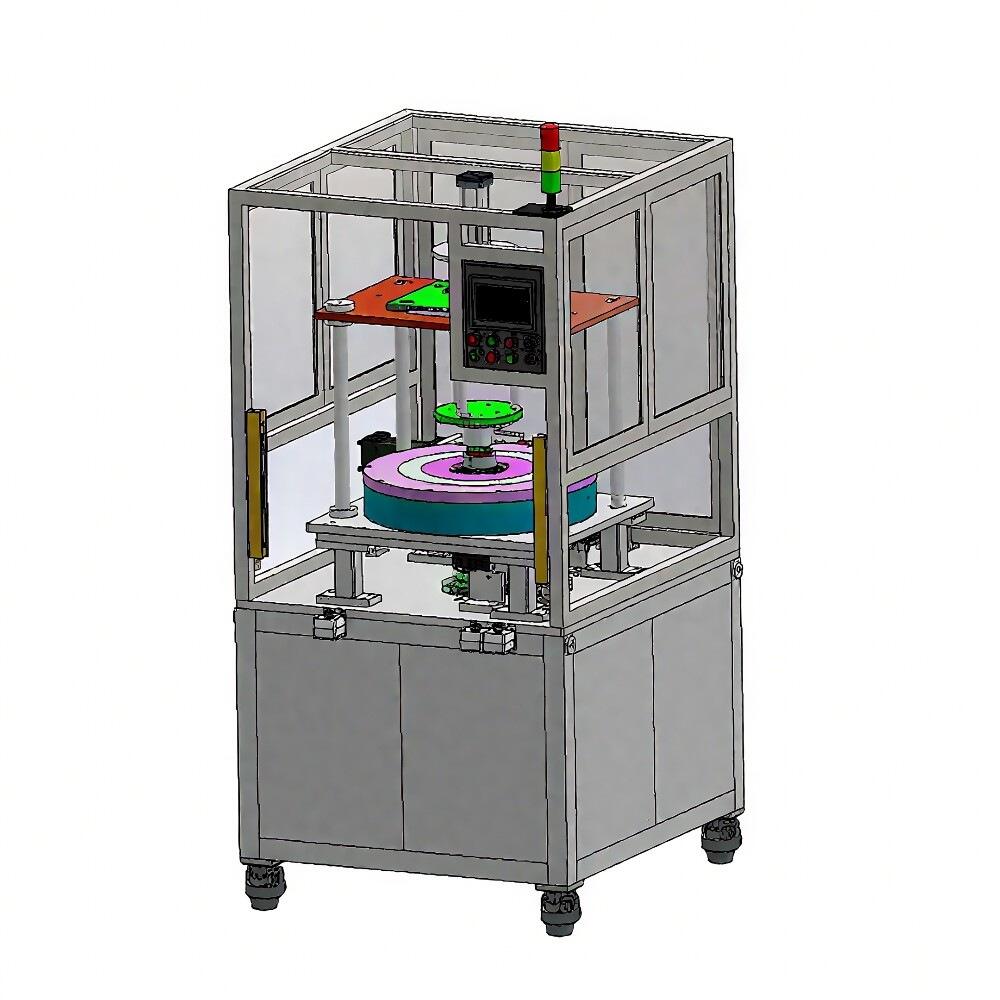

Cette machine d'insertion automatique des bobines rotor est conçue pour la fabrication de moteurs, et supporte des fils de cuivre d'un diamètre compris entre φ1,7 et φ2,5 mm. Elle se caractérise par une manipulation simple : les bobines émaillées sont placées manuellement dans des supports fixes et insérées dans la machine à l'aide d'un outillage dédié. La machine insère automatiquement et précisément les enroulements en fil de cuivre, assurant ainsi qu'aucun dommage ne soit causé à l'isolation ou au fil. Équipée d'un système de détection de fil manquant, elle améliore l'efficacité de production ainsi que la stabilité de la qualité, ce qui en fait un appareil idéal pour l'assemblage des bobinages moteur.
Les bobines préformées en fil émaillé sont placées manuellement dans les supports fixes (soit en un seul bloc, soit avec un espacement). À l'aide d'un outillage spécifique, l'opérateur guide et pousse les supports de bobine vers la machine d'insertion. Une fois activée, la machine insère automatiquement les bobines dans les encoches du rotor.
1. Alimentation électrique requise : Courant alternatif monophasé triphasé 380 V ±10 %, 50 Hz ; Puissance d'entrée : 5,5 kW ;
2. Alimentation pneumatique requise : Air comprimé sec à 0,5 MPa ;
3. Dimensions de la machine (L × l × H) : 1600 × 1200 × 1950 mm ;
4. Temps de cycle de la machine : ≤90 secondes par unité ;
5. Méthode d'insertion des bobines : Les bobines préformées en fil émaillé sont placées manuellement dans des supports à bobines fixes (soit en entier, soit avec espacement). Un outillage dédié est utilisé par l'opérateur pour guider et pousser les supports à bobines vers la machine d'insertion. Une fois activée, la machine insère automatiquement les bobines dans les encoches du rotor ;
6. Section du fil de cuivre : φ1,7 – φ2,5 mm (diamètre du fil de cuivre nu) ;
7. Aucune séparation ni dommage des tôles n'est autorisée après l'insertion des bobines ;
8. Le pas des bobines après insertion doit respecter les plans fournis par la Partie A ;
9. Aucun dommage ne doit être constaté sur le fil de cuivre à l'intérieur du noyau après l'insertion. Essai au bain de sel sous tension continue 24 V : courant de fuite ≤30 mA ;
10. Aucun défaut du papier isolant n'est toléré. Tension de tenue à la masse des bobines : 800 V alternatif, courant de fuite ≤0,5 mA ;
11. La hauteur finale de l'extrémité de la bobine doit répondre aux exigences spécifiées dans l'Annexe 2 : « Dessins du rotor et paramètres dimensionnels de base » ;
12. Après l'insertion, les bobines doivent être compactes et bien ajustées, sans extrémités de fil émaillé saillantes.
Fonctionnement de l'équipement :
Insertion manuelle de 27 fils de cuivre individuels dans le support de bobine fixe → utiliser un outillage spécial pour pousser les fils → retirer le support de bobine et l'outillage → démarrer la machine → la plaque de pression descend pour comprimer les fils de cuivre → le cylindre de rainurage pousse en avant → le broche tourne → les lames d'insertion poussent en avant → les lames reculent après positionnement → la pièce est automatiquement éjectée → processus terminé.
Cylindre Airtac
Détection de fil manquant
Lames de coupe (un jeu supplémentaire fourni séparément), lames de formage (un jeu supplémentaire fourni séparément) et supports de bobine fixes avec outillages — livraison standard de 5 jeux par machine.
(Image fournie à titre indicatif uniquement ; soumise au design final)




