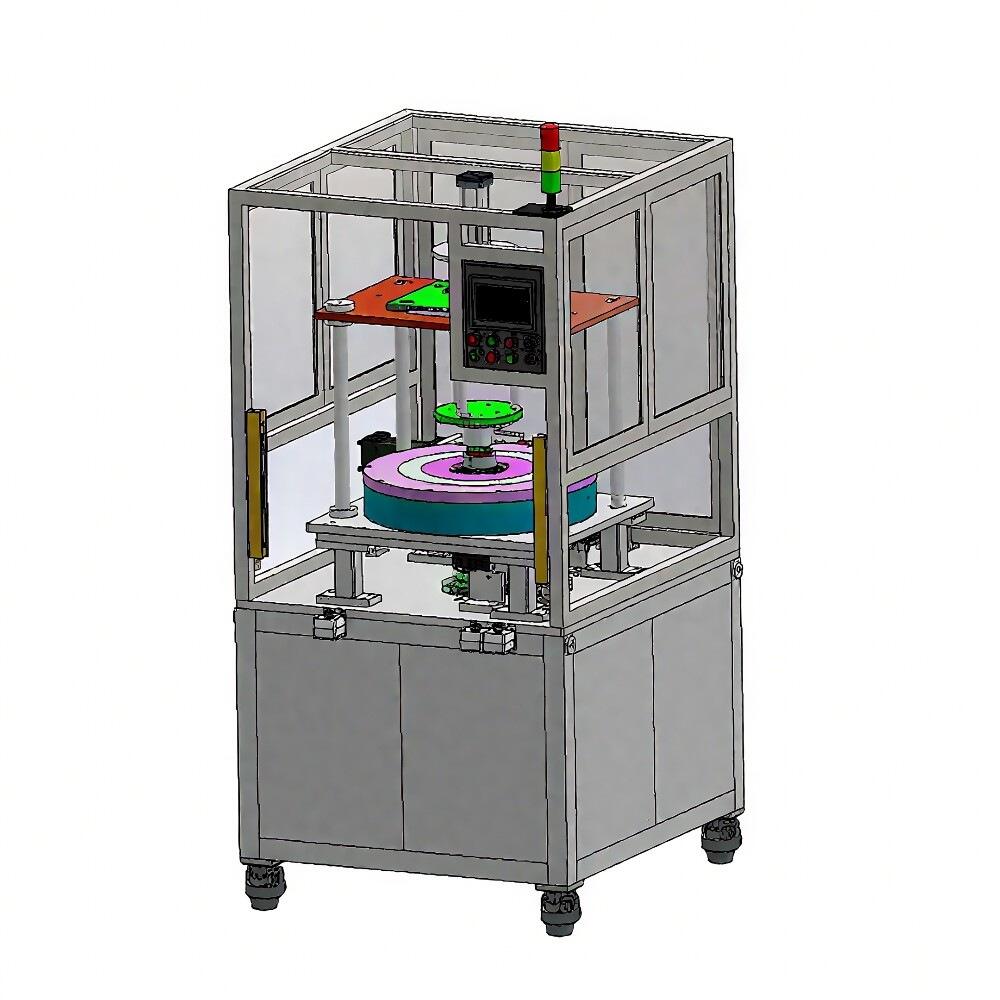

Esta máquina automática de inserción de bobinas rotor está diseñada para la fabricación de motores y admite calibres de hilo de cobre desde φ1.7 hasta φ2.5 mm. Cuenta con una operación sencilla en la que las bobinas esmaltadas se colocan manualmente en portabobinas fijos y se introducen en la máquina mediante una plantilla dedicada. La máquina inserta automáticamente y con precisión los devanados de hilo de cobre, asegurando que no haya daños en el aislamiento ni en el hilo. Equipada con detección de hilo faltante, mejora la eficiencia de producción y la estabilidad de calidad, convirtiéndose así en un dispositivo ideal para el ensamblaje de bobinados de motor.
Las bobinas preformadas de hilo esmaltado se colocan manualmente en portabobinas fijos (ya sea completas o con espaciado). El operador utiliza una plantilla dedicada para guiar e introducir los portabobinas en la máquina de inserción. Una vez activada, la máquina inserta automáticamente las bobinas en las ranuras del rotor.
1. Requisito de alimentación: Corriente alterna monofásica trifilar de 380V ±10%, 50Hz; Potencia de entrada: 5.5 kW;
2. Requisito de suministro de aire: Aire comprimido seco a 0.5 MPa;
3. Dimensiones de la máquina (L × A × H): 1600 × 1200 × 1950 mm;
4. Tiempo de ciclo de la máquina: ≤90 segundos por unidad;
5. Método de inserción de bobinas: Las bobinas de alambre esmaltado preformadas se colocan manualmente en portabobinas fijos (ya sea en conjunto o con espaciado). El operador utiliza una herramienta especial para guiar y empujar los portabobinas hacia la máquina de inserción. Una vez activada, la máquina inserta automáticamente las bobinas en las ranuras del rotor;
6. Calibre del alambre de cobre: φ1,7 – φ2,5 mm (diámetro del alambre de cobre desnudo);
7. No se permite separación ni daño de las chapas después de la inserción de la bobina;
8. El paso de la bobina después de la inserción debe cumplir con los planos proporcionados por la Parte A;
9. No debe haber daño en el alambre de cobre dentro del núcleo después de la inserción. Prueba de baño de sal a CC 24V: corriente de fuga ≤30 mA;
10. No deben haber defectos en el papel aislante. Tensión de prueba bobina-tierra: CA 800V, corriente de fuga ≤0,5 mA;
11. La altura final de la cola del devanado deberá cumplir con los requisitos especificados en el Anexo 2: "Dibujos del rotor y parámetros dimensionales básicos";
12. Tras la inserción, los devanados deberán estar compactos y bien ajustados, sin que sobresalgan los extremos del alambre esmaltado.
Función del equipo:
Inserción manual de 27 alambres de cobre individuales en el portabobina fijo → utilizar una herramienta especializada para empujar los alambres → retirar el portabobina y la herramienta → iniciar la máquina → la placa de prensa se mueve hacia abajo para presionar los alambres de cobre → el cilindro de ranurado empuja hacia adentro → gira el huso → las cuchillas de inserción empujan hacia adentro → las cuchillas se retraen tras posicionarse → la pieza se expulsa automáticamente → proceso completado.
Cilindro Airtac
Detección de Alambre Faltante
Cuchillas de corte (un juego adicional suministrado por separado), cuchillas de formado (un juego adicional suministrado por separado) y portabobinas fijos con herramientas – suministro estándar de 5 juegos por máquina.
(Imagen solo para referencia; sujeta al diseño final)




