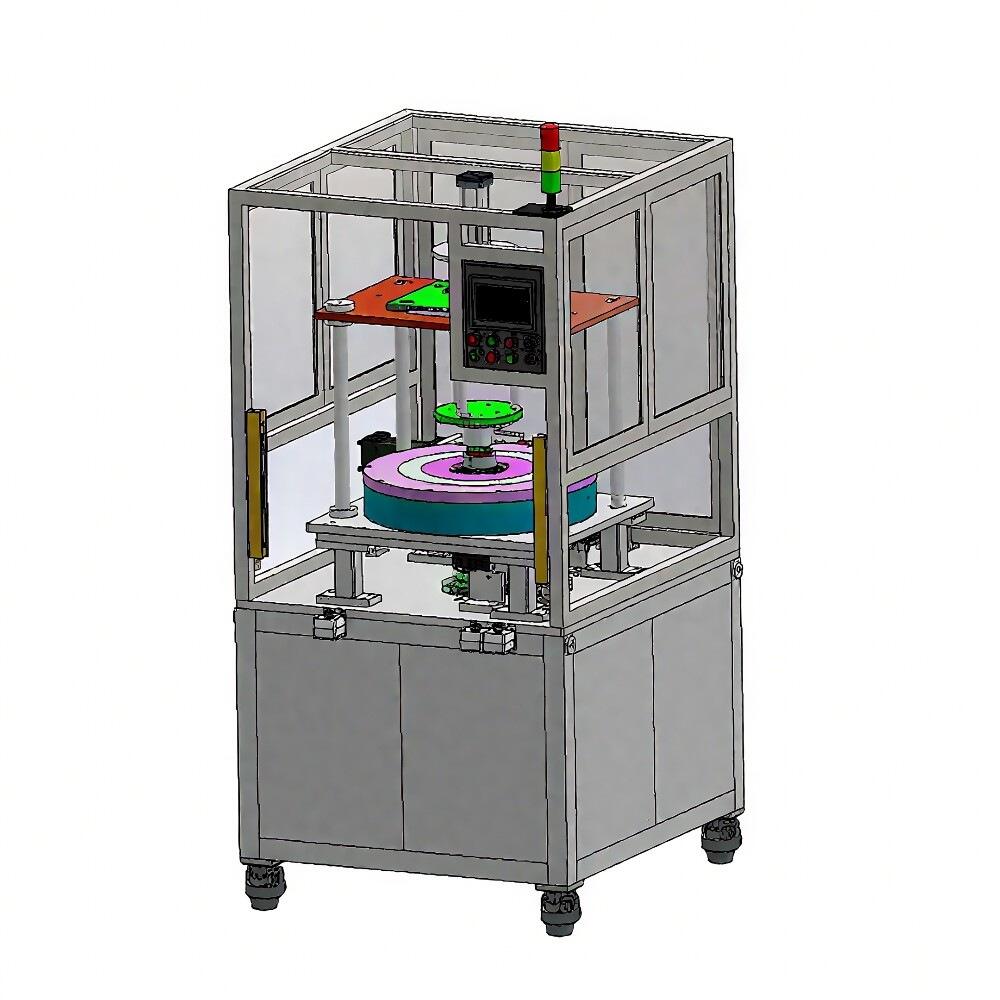

이 자동 회전자 코일 삽입 장치는 모터 제조를 위해 설계되었으며, φ1.7에서 φ2.5mm까지의 구리선 게이지를 지원합니다. 에나멜 코일을 수동으로 고정 홀더에 장착한 후 전용 지그를 통해 장비로 밀어 넣는 간단한 조작 방식을 채택하고 있습니다. 이 장비는 구리선 권선을 자동으로 정밀하게 삽입하여 절연 손상이나 선재 손상이 발생하지 않도록 보장합니다. 또한, 선재 누락 감지 기능을 갖추고 있어 생산 효율성과 품질 안정성을 향상시키며, 모터 권선 조립에 이상적인 장비입니다.
사전 성형된 에나멜선 코일은 고정 코일 홀더에 수동으로 설치되며(전체 또는 간격 유지 형태 모두 가능함), 작업자는 전용 지그를 사용하여 코일 홀더를 삽입 장비로 유도 및 밀어 넣습니다. 작동이 시작되면 장비가 자동으로 코일을 회전자 슬롯에 삽입합니다.
1. 전원 요구사항: 단상 3선식 AC 380V ±10%, 50Hz; 입력 전력: 5.5kW;
2. 공기 공급 요구사항: 건조 압축 공기 0.5MPa;
3. 기계 외형 치수(L × W × H): 1600 × 1200 × 1950 mm;
4. 기계 사이클 시간: 단위당 ≤90초;
5. 코일 삽입 방식: 사전 성형된 에나멜선 코일을 작업자가 고정 코일 홀더에 전체 또는 간격을 두어 수동으로 배치한다. 전용 지그를 사용하여 작업자는 코일 홀더를 삽입 기계 방향으로 안내 및 밀어 넣는다. 작동 후 기계가 자동으로 코일을 회전자 슬롯에 삽입한다;
6. 구리선 게이지: φ1.7 – φ2.5 mm(무피복 구리선 직경);
7. 코일 삽입 후에는 라미네이션 분리 또는 손상이 있어서는 안 된다;
8. 삽입 후 코일 피치는 계약자 A가 제공한 도면에 따라야 한다;
9. 코어 내부에 삽입된 구리선 손상 없을 것. DC 24V 염수 용액 시험 시 누설 전류 ≤30 mA;
10. 절연지 결함 없음. 코일-접지 내전압: AC 800V, 누설전류 ≤0.5 mA;
11. 최종 코일 꼬리 높이는 부록 2에 명시된 요구사항인 "로터 도면 및 기본 치수 파라미터"를 충족해야 합니다.
12. 삽입 후 코일은 단단히 압축되어 밀착되어야 하며, 에나멜선 끝부분이 삐져나와서는 안 됩니다.
장비 기능:
개별 구리선 27개를 수동으로 고정 코일 홀더에 삽입 → 전용 지그를 사용하여 선을 밀어 넣음 → 코일 홀더 및 지그 제거 → 기계 작동 시작 → 프레스 플레이트가 하강하여 구리선을 압착 → 슬롯 실린더가 밀어 넣음 → 스핀들이 회전 → 삽입 블레이드가 밀어 넣음 → 포지셔닝 후 블레이드가 후퇴 → 작업물이 자동으로 배출 → 공정 완료.
Airtac 실린더
선재 누락 감지
절단 블레이드(별도로 추가 세트 1개 제공), 성형 블레이드(별도로 추가 세트 1개 제공), 지그가 포함된 고정 코일 홀더 — 기계당 표준으로 5세트 제공
(참고용 이미지이며, 최종 설계는 변경될 수 있음)




