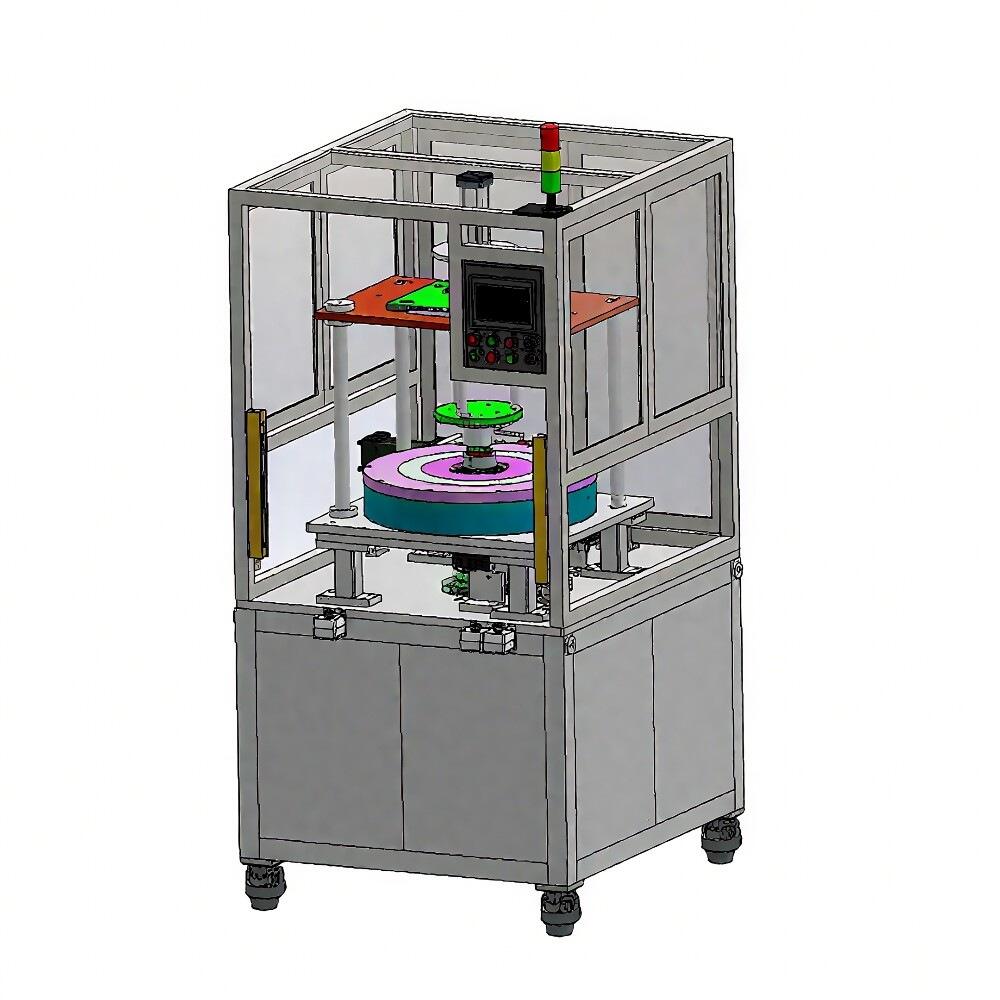

यह स्वचालित रोटर कॉइल इंसर्शन मशीन मोटर निर्माण के लिए डिज़ाइन की गई है, जो φ1.7 से φ2.5 मिमी तक के तांबे के तार गेज का समर्थन करती है। इसमें सरल संचालन है, जहां एनामेल कॉइल को मैन्युअल रूप से निश्चित होल्डर में रखा जाता है और एक समर्पित जिग के माध्यम से मशीन में धकेला जाता है। मशीन स्वचालित रूप से और सटीक रूप से तांबे के तार वाइंडिंग डालती है, जिससे इन्सुलेशन या तार को कोई क्षति नहीं होती है। तार अनुपस्थिति संसूचन से लैस, यह उत्पादन दक्षता और गुणवत्ता स्थिरता में सुधार करती है, जो मोटर वाइंडिंग असेंबली के लिए एक आदर्श उपकरण है।
प्री-फॉर्म्ड एनामेल वायर कॉइल को मैन्युअल रूप से निश्चित कॉइल होल्डर में रखा जाता है (या तो सम्पूर्ण रूप से या अंतराल के साथ)। ऑपरेटर द्वारा कॉइल होल्डर को मशीन में डालने के लिए एक समर्पित जिग का उपयोग किया जाता है। सक्रिय होने पर, मशीन स्वचालित रूप से कॉइल को रोटर स्लॉट में डाल देती है।
1. बिजली आपूर्ति आवश्यकता: एकल-चरण तीन-तार AC 380V ±10%, 50Hz; इनपुट शक्ति: 5.5 kW;
2. वायु आपूर्ति आवश्यकता: शुष्क संपीडित वायु 0.5 MPa;
3. मशीन के आयाम (L × W × H): 1600 × 1200 × 1950 मिमी;
4. मशीन चक्र समय: प्रति इकाई ≤90 सेकंड;
5. कॉइल सम्मिलन विधि: पूर्व-निर्मित एनामेल वायर कॉइलों को मैन्युअल रूप से निश्चित कॉइल होल्डर में रखा जाता है (या तो सम्पूर्ण रूप में या अंतराल के साथ)। ऑपरेटर द्वारा कॉइल होल्डर को सम्मिलन मशीन में मार्गदर्शित एवं धकेलने के लिए एक समर्पित जिग का उपयोग किया जाता है। एक बार सक्रिय होने पर, मशीन स्वचालित रूप से कॉइलों को रोटर स्लॉट में सम्मिलित कर देती है;
6. कॉपर वायर गेज: φ1.7 – φ2.5 मिमी (बेयर कॉपर वायर व्यास);
7. कॉइल सम्मिलन के बाद कोई लैमिनेशन अलगाव या क्षति की अनुमति नहीं है;
8. सम्मिलन के बाद कॉइल पिच को पार्टी A द्वारा प्रदान किए गए चित्रों के अनुरूप होना चाहिए;
9. कोर के अंदर सम्मिलन के बाद कॉपर वायर क्षति नहीं होनी चाहिए। DC 24V पर नमक स्नान परीक्षण: रिसाव धारा ≤30 mA;
10. इन्सुलेशन पेपर में कोई दोष नहीं होना चाहिए। कॉइल-से-ग्राउंड वाहन वोल्टेज: AC 800V, रिसाव धारा ≤0.5 mA;
11. अंतिम कॉइल टेल ऊंचाई परिशिष्ट 2 में निर्दिष्ट आवश्यकताओं को पूरा करनी चाहिए: "रोटर ड्राइंग और बेसिक डायमेंशनल पैरामीटर";
12. सम्मिलन के बाद कॉइल्स सघन और दृढ़तापूर्वक फिट होनी चाहिए, कोई एनामेल वायर के सिरे बाहर नहीं निकलने चाहिए।
उपकरण का कार्य:
फिक्स्ड कॉइल होल्डर में 27 व्यक्तिगत तांबे के तारों का मैनुअल सम्मिलन → तारों को धकेलने के लिए एक समर्पित जिग का उपयोग करना → कॉइल होल्डर और जिग को हटाना → मशीन शुरू करना → प्रेसिंग प्लेट नीचे जाती है तांबे के तारों को दबाने के लिए → स्लॉटिंग सिलेंडर धक्का देता है → स्पिंडल घूमता है → इंसर्शन ब्लेड धक्का देते हैं → स्थिति निर्धारित होने के बाद ब्लेड पीछे हट जाते हैं → कार्यकारी स्वचालित रूप से बाहर आ जाता है → प्रक्रिया पूर्ण हो जाती है।
Airtac सिलिंडर
तार गायब होने का पता लगाना
कटिंग ब्लेड (एक अतिरिक्त सेट अलग से आपूर्ति किया जाता है), फॉर्मिंग ब्लेड (एक अतिरिक्त सेट अलग से आपूर्ति किया जाता है), और जिग के साथ फिक्स्ड कॉइल होल्डर—प्रति मशीन 5 सेट की मानक आपूर्ति।
(केवल संदर्भ के लिए चित्र; अंतिम डिज़ाइन पर आधारित)




