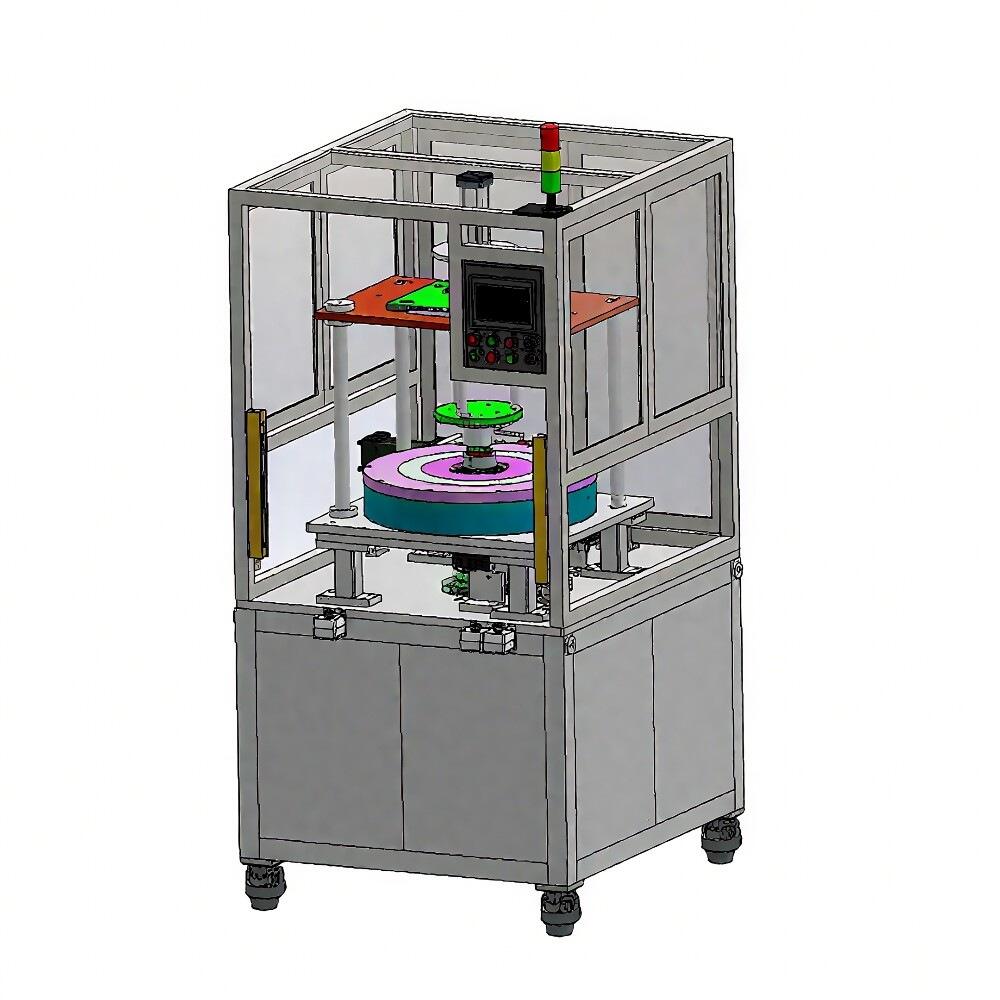

Ეს ავტომატური როტორის კოჭის ჩამყუჩი მანქანა დამზადებულია ძრავის წარმოებისთვის და შესაძლებლობას გვაძლევს გამოვიყენოთ სამავლის სხვადასხვა განმკურნავი φ1.7-დან φ2.5 მმ-მდე. მას აქვს მარტივი ოპერაცია, სადაც მავლის ხატულები ხელით ისვრება ფიქსირებულ საჭიდებში და მიეწოდება მანქანაში სპეციალური საწების საშუალებით. მანქანა ავტომატურად და ზუსტად აყენებს სამავლე საწოველს, რაც უზრუნველყოფს იზოლაციის ან სამავლის დაზიანების არ არსებობას. მას აქვს სამავლის არ არსებობის დეტექტორი, რაც აუმჯობესებს წარმოების ეფექტურობას და ხარისხის სტაბილურობას, რაც ხდის მას ძრავის საწოველის მოწყობისთვის სრულყოფილ მოწყობილობად.
Წინასწარ ჩამოყალიბებული მავლის ხატულები ხელით ისვრება ფიქსირებულ ხატულის საჭიდებში (მთლიანად ან ინტერვალებით). მასალის საჭიდი გამოიყენება ოპერატორის მიერ ხატულის საჭიდების მანქანაში მიყვანისა და მიდევნებისთვის. გააქტიურების შემდეგ, მანქანა ავტომატურად აყენებს ხატულებს როტორის ღიოებში.
1. საჭირო სამარაგე დენი: ერთფაზიანი სამკვეთი დენი AC 380V ±10%, 50Hz; შესასვლელი დენი: 5.5 kW;
2. საჰაერო სამარაგე მოთხოვნა: გაშრობილი შეკუმშული ჰაერი 0.5 MPa;
3. მანქანის გაბარიტები (სიგრძე × სიგანე × სიმაღლე): 1600 × 1200 × 1950 მმ;
4. მანქანის ციკლის დრო: ≤90 წამი ერთეულზე;
5. ხვიმის ჩაყვანის მეთოდი: წინასწარ დამზადებული შენაკრული სალესიანი ხვიმები ხრუვებში ხდება ხელით (მთლიანად ან ინტერვალით). ოპერატორი იყენებს სპეციალურ სახელურს ხრუვების ჩაყვანის მანქანაში მისაყვანად და დასაწყებად. ჩართვის შემდეგ მანქანა ავტომატურად აყვანს ხვიმებს როტორის სლოტებში;
6. სპილენძის მავთულის სიგანე: φ1.7 φ2.5 mm (შიშველი სპილენძის მავთულის დიამეტრი);
7. ხვიმის ჩაყვანის შემდეგ ფოლგის გაყოფა ან დაზიანება არ უნდა იყოს;
8. ჩაყვანის შემდეგ ხვიმის ნახვრეტი უნდა შეესაბამებოდეს მხარე A-ს მიერ წარმოდგენილ ნახაზებს;
9. გულის შიგნით სალესის დაზიანება არ უნდა იყოს ჩაყვანის შემდეგ. მარილის აბაზანაში ტესტი DC 24V-ზე: გადატენვის დენი ≤30 მა;
10. იზოლაციის ქაღალდის ნაკლოვანება არ უნდა იყოს. ხვიმის და მიწის შორის გამძლეობა: AC 800V, გადატენვის დენი ≤0.5 მა;
11. ბოლო კოჭის კუდის სიმაღლე უნდა შეესაბამებოდეს დანართში მითითებულ მოთხოვნებს 2: „როტორის ნახაზები და საბაზო გაბარიტული პარამეტრები“;
12. ჩასმის შემდეგ, კოჭები უნდა იყოს კომპაქტური და მჭიდროდ მიმაგრებული, იმის გარეშე ენამილის მავთულის ბოლოების გამოშვერილი იყოს.
Მოწყობილობის ფუნქციები:
27 ცალი სამართლიანი სპილენძის მავთულის ხელით ჩასმა ფიქსირებულ კოჭის დამჭავში → გამოიყენეთ სპეციალური იარაღი მავთულის დასაბეჭდად → მოხსნა კოჭის დამჭავი და იარაღი → ჩართეთ მანქანა → დამაჭირვის პლიტა ჩამოვა სპილენძის მავთულზე → გახვრეტის ცილინდრი შეიყვანს → მავთულის ბრუნავს → ჩასმის ვენტილები შეიყვანს → ვენტილები გაიშლება პოზიციონირების შემდეგ → ნამუშევარი ავტომატურად გამოიტაცება → პროცესი დასრულდა.
AIRTAC ცილინდრი
Მავთულის არ არსებობის დეტექტორი
Დამუშავების ვენტილები (ერთი დამატებითი კომპლექტი მიწოდებულია ცალკე), ფორმირების ვენტილები (ერთი დამატებითი კომპლექტი მიწოდებულია ცალკე) და ფიქსირებული კოჭის დამჭავები იარაღებით — სტანდარტულად მიწოდებულია 5 კომპლექტი თითო მანქანაზე.
(გამოსახულება მხოლოდ საილუსტრაციოდაა განკუთვნილი; დამოკიდებულია ბოლო დიზაინზე)




