
เครื่องใส่ขดลวดโรเตอร์แบบอัตโนมัตินี้ ถูกออกแบบมาเพื่อการผลิตมอเตอร์ โดยรองรับขนาดลวดทองแดงตั้งแต่ φ1.7 ถึง φ2.5 มม. มีการใช้งานที่เรียบง่าย โดยผู้ใช้สามารถวางขดลวดเคลือบฉนวนด้วยมือเข้าไปในตัวยึดที่กำหนดไว้ จากนั้นใช้ตัวยึดเฉพาะเพื่อดันชิ้นงานเข้าสู่เครื่อง เมื่อเครื่องทำงาน จะทำการใส่ขดลวดทองแดงเข้าไปอย่างแม่นยำ พร้อมรับประกันว่าไม่มีการเสียหายกับฉนวนหรือลวดทองแดงเอง ตัวเครื่องยังมีระบบตรวจจับการขาดของลวด เพื่อเพิ่มประสิทธิภาพในการผลิตและความเสถียรของคุณภาพ ทำให้เป็นอุปกรณ์ที่เหมาะสำหรับการประกอบขดลวดมอเตอร์
ขดลวดเคลือบที่จัดรูปไว้ล่วงหน้าจะถูกวางเข้าไปในตัวยึดขดลวดแบบคงที่ด้วยมือ (สามารถวางทั้งชิ้นเดียวหรือเว้นระยะห่าง) ผู้ปฏิบัติงานจะใช้ตัวยึดเฉพาะเพื่อนำทางและดันตัวยึดขดลวดเข้าสู่เครื่องใส่ขดลวด เมื่อเริ่มต้นเครื่องทำงาน เครื่องจะทำการใส่ขดลวดเข้าไปในช่องโรเตอร์โดยอัตโนมัติ
1. ข้อกำหนดแหล่งจ่ายไฟ: ไฟฟ้ากระแสสลับ 380V ±10% แบบเฟสเดียว 3 เส้น, 50Hz; พลังงานขาเข้า: 5.5 kW;
2. ข้อกำหนดแหล่งอากาศอัด: อากาศแห้งความดัน 0.5 MPa;
3. ขนาดเครื่อง (L × W × H): 1600 × 1200 × 1950 มม.;
4. เวลาในการทำงานของเครื่องต่อรอบ: ≤90 วินาทีต่อชิ้น;
5. วิธีการใส่ขดลวด: ขดลวดลวดเคลือบยูรีเทนที่จัดรูปไว้ล่วงหน้าจะถูกวางด้วยมือลงในตัวยึดขดลวดที่กำหนด (จะวางทั้งชุดหรือเว้นระยะห่างก็ได้) ผู้ปฏิบัติงานจะใช้อุปกรณ์จิ๊กเฉพาะทางเพื่อช่วยนำทางและดันตัวยึดขดลวดเข้าไปในเครื่องใส่ขดลวด เมื่อเครื่องเริ่มทำงาน เครื่องจะทำการใส่ขดลวดเข้าไปในช่องโรเตอร์โดยอัตโนมัติ;
6. เส้นผ่านศูนย์กลางลวดทองแดง: φ1.7 – φ2.5 มม. (เส้นผ่านศูนย์กลางลวดทองแดงเปลือย);
7. ห้ามมีการแยกหรือชำรุดของแผ่นลามิเนตภายหลังจากการใส่ขดลวด;
8. ระยะห่างขดลวดหลังการติดตั้งต้องเป็นไปตามแบบแปลนที่ฝ่ายเอามอบให้;
9. ห้ามมีความเสียหายกับลวดทองแดงภายในแกนหลังการใส่ขดลวด ทดสอบด้วยน้ำเกลือที่แรงดันไฟฟ้ากระแสตรง 24V: กระแสไฟรั่ว ≤30 mA;
10. ห้ามมีข้อบกพร่องของกระดาษฉนวน ความทนทานต่อแรงดันไฟฟ้าระหว่างขดลวดกับพื้นดิน: กระแสสลับ 800V, กระแสไฟรั่ว ≤0.5 mA;
11. ความสูงปลายคอยล์ขั้นสุดท้ายต้องตรงตามข้อกำหนดที่ระบุในภาคผนวก 2: "แบบแปลนโรเตอร์และพารามิเตอร์ขนาดพื้นฐาน";
12. หลังจากการใส่แล้ว คอยล์ต้องแน่นและพอดี ไม่มีปลายลวดเคลือบยื่นออกมา
ฟังก์ชันของอุปกรณ์:
การใส่ลวดทองแดง 27 เส้นแต่ละเส้นด้วยมือเข้าไปในตัวยึดคอยล์แบบคงที่ → ใช้จิกเกอร์เฉพาะทางดันลวดเข้าไป → ถอดตัวยึดคอยล์และจิกเกอร์ออก → เริ่มเครื่องจักร → แผ่นกดเคลื่อนลงมาเพื่อกดลวดทองแดง → ส่วนกระบอกสอดช่องว่างดันเข้าไป → เพลาหลักหมุน → ใบมีดใส่ดันเข้าไป → ใบมีดถอยกลับหลังจากจัดตำแหน่ง → ชิ้นงานถูกดีดออกโดยอัตโนมัติ → กระบวนการเสร็จสมบูรณ์
แอร์แทค ซิลินเดอร์
การตรวจจับลวดหาย
ใบมีดตัด (มีเพิ่มอีกชุดหนึ่งจัดส่งแยกต่างหาก) ใบมีดขึ้นรูป (มีเพิ่มอีกชุดหนึ่งจัดส่งแยกต่างหาก) และตัวยึดคอยล์แบบคงที่พร้อมจิกเกอร์—จัดส่งมาตรฐาน 5 ชุดต่อเครื่อง
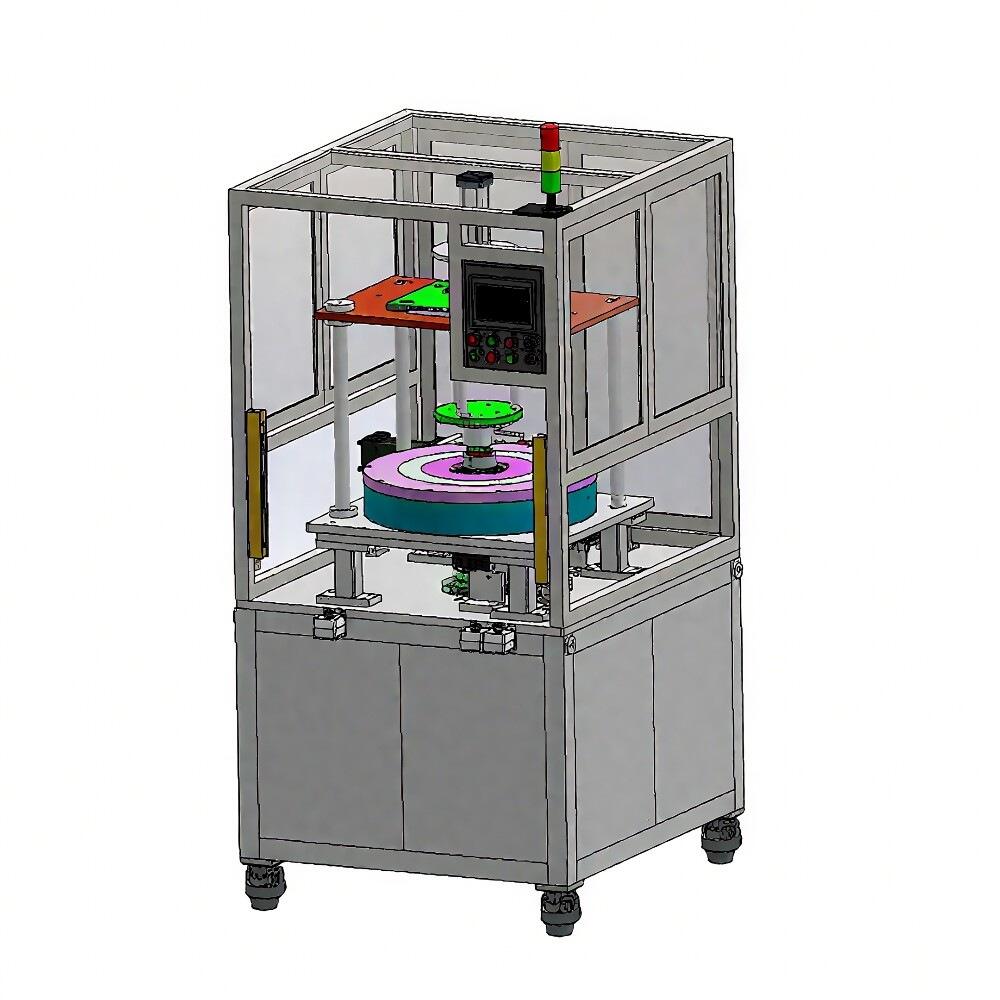
(รูปภาพเพื่อการอ้างอิงเท่านั้น; อาจมีการเปลี่ยนแปลงตามแบบแปลนสุดท้าย)




