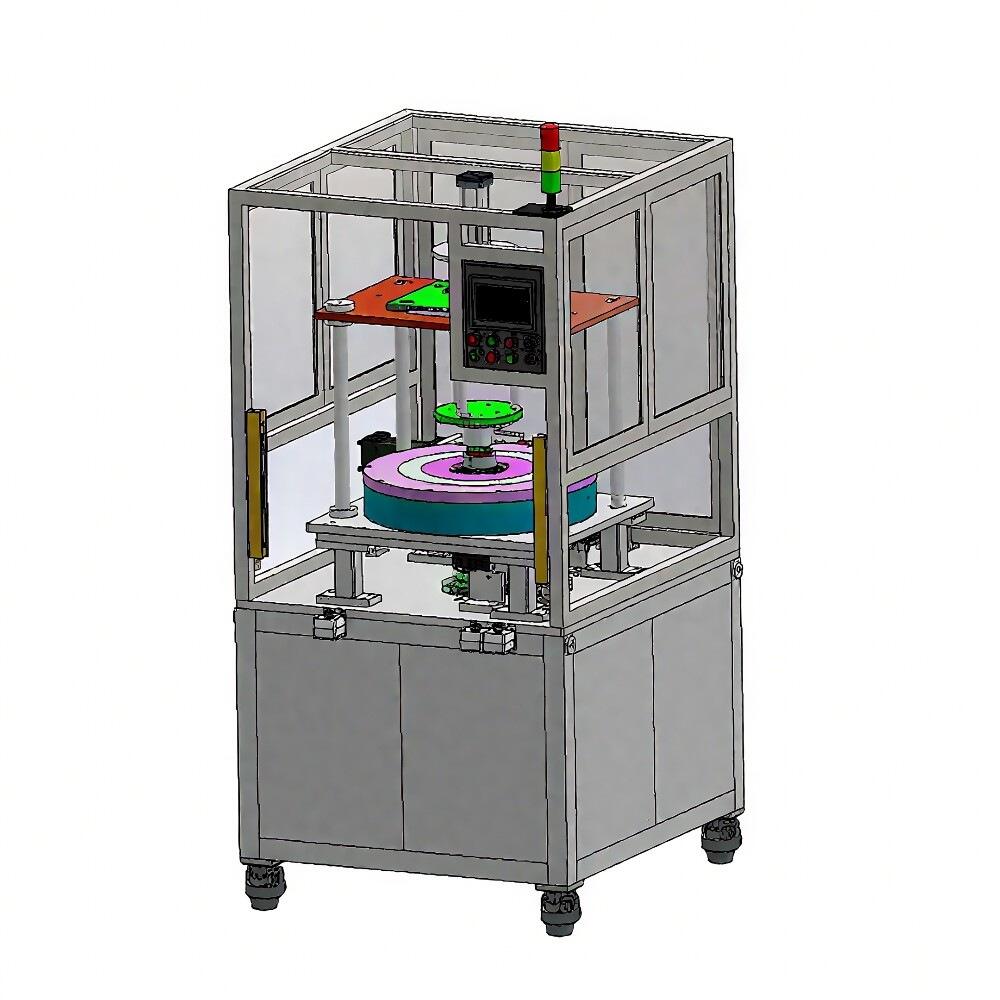

Diese automatische Rotorwicklung-Einsetzmaschine ist für die Motorenherstellung konzipiert und unterstützt Kupferdrahtstärken von φ1,7 bis φ2,5 mm. Sie zeichnet sich durch eine einfache Bedienung aus, bei der lackierte Wicklungen manuell in feste Halter eingelegt und mithilfe einer speziellen Vorrichtung in die Maschine geschoben werden. Die Maschine setzt die Kupferdrahtwicklungen automatisch und präzise ein, wobei weder die Isolierung noch der Draht beschädigt werden. Mit einer Funktion zur Erkennung fehlender Drähte ausgestattet, verbessert sie die Produktivität und Qualitätssicherheit und ist somit ein ideales Gerät für die Motorenwicklungs-Montage.
Die vorformierten lackierten Drahtwicklungen werden manuell in feste Wicklungshalter eingelegt (entweder als Ganzes oder mit Abstand). Ein spezielles Werkzeug wird vom Bediener verwendet, um die Wicklungshalter zu führen und in die Einsetzmaschine zu schieben. Sobald die Maschine aktiviert ist, setzt sie die Wicklungen automatisch in die Rotornuten ein.
1. Stromversorgung: Einphasig, dreipolig, AC 380V ±10 %, 50Hz; Leistungsaufnahme: 5,5 kW;
2. Druckluftversorgung: Trockene Druckluft 0,5 MPa;
3. Maschinenabmessungen (L × B × H): 1600 × 1200 × 1950 mm;
4. Maschinenzykluszeit: ≤90 Sekunden pro Einheit;
5. Spuleneinsetzverfahren: Die vorab geformten Lackdrahtspulen werden manuell in feste Spulenhalter eingelegt (entweder als Ganzes oder mit Abstand). Ein spezielles Werkzeug wird vom Bediener verwendet, um die Spulenhalter in die Einsetzmaschine zu führen und zu schieben. Sobald die Maschine aktiviert ist, erfolgt das Einsetzen der Spulen in die Rotornuten automatisch;
6. Kupferdrahtstärke: φ1,7 – φ2,5 mm (Durchmesser des blanken Kupferdrahts);
7. Nach dem Einsetzen der Spulen sind keinerlei Trennung oder Beschädigung der Laminate erlaubt;
8. Die Spulenweite nach dem Einsetzen muss den von Partei A bereitgestellten Zeichnungen entsprechen;
9. Keine Beschädigung des Kupferdrahts im Inneren des Kerns nach dem Einsetzen. Salzbadtest bei Gleichstrom 24 V: Leckstrom ≤30 mA;
10. Keine Fehler im Isolierpapier. Spannungsfestigkeit zwischen Spule und Erde: Wechselstrom 800 V, Leckstrom ≤0,5 mA;
11. Die endgültige Höhe des Federendes muss den in Anhang 2 festgelegten Anforderungen entsprechen: „Rotorzeichnungen und grundlegende Abmessungsparameter“;
12. Die Spulen müssen nach dem Einsetzen fest und eng anliegend montiert sein, ohne herausstehende Lackdrahtenden.
Gerätefunktion:
Manuelles Einsetzen von 27 einzelnen Kupferdrähten in den festen Spulenhalter → Verwendung eines speziellen Werkzeugs, um die Drähte einzuschieben → Entfernen des Spulenhalters und des Werkzeugs → Maschine starten → Pressplatte bewegt sich nach unten, um die Kupferdrähte zu pressen → Schlitzkolben schiebt vor → Spindel dreht → Einsetzklingen schieben vor → Klingen ziehen sich nach der Positionierung zurück → Werkstück wird automatisch ausgeworfen → Prozess abgeschlossen.
Airtac Zylinder
Erkennung fehlender Drähte
Schneidklingen (ein zusätzliches Satz separat geliefert), Formklingen (ein zusätzliches Satz separat geliefert) und feste Spulenhalter mit Werkzeugen – Standardlieferumfang beträgt 5 Sätze pro Maschine.
(Abbildung nur zur Veranschaulichung; Änderungen vorbehalten)




