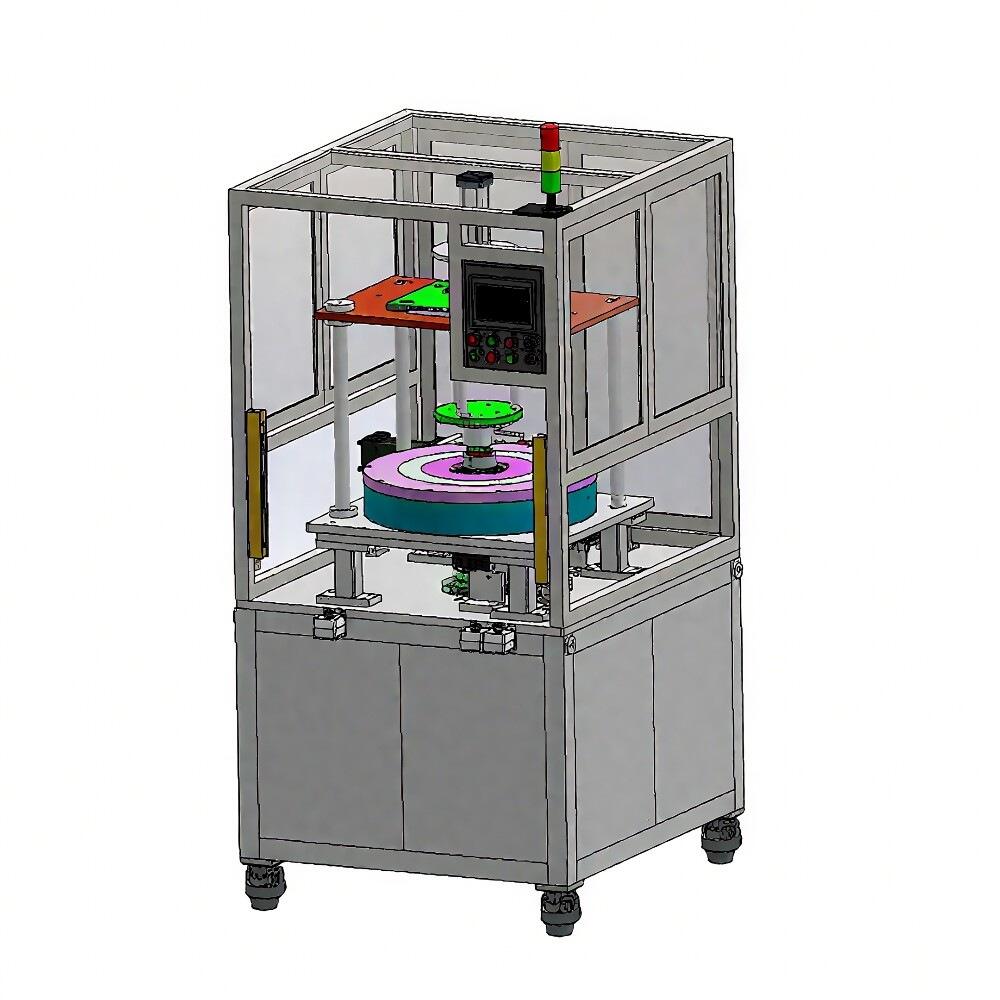

Denne automatiserede rotorviklingsindføringsmaskine er designet til motortilværdiggørelse og understøtter kobbertrådskalibreringer fra φ1,7 til φ2,5 mm. Den er kendetegnet ved simpel betjening, hvor emaillede viklinger manuelt placeres i faste holdeenheder og skubbes ind i maskinen via en dedikeret jig. Maskinen indsætter automatisk og præcist kobbertrådsviklinger, og sikrer, at ingen isolering eller tråd skades. Udstyret med fraværsdetektion af tråd forbedrer den produktionseffektivitet og kvalitetsstabilitet og gør den til en ideel enhed til motorviklingsmontering.
De forudformede emaillede trådviklinger placeres manuelt i faste vikleholdeenheder (enten som helhed eller med afstand). En dedikeret jig bruges af operatoren til at føre og skubbe vikleholdeenhederne ind i indføringsmaskinen. Når den aktiveres, indsætter maskinen automatisk viklingerne i rotorhullerne.
1. Strømforsyningskrav: Enkeltfaset trefaset vekselstrøm 380V ±10 %, 50Hz; Inputeffekt: 5,5 kW;
2. Luftforsyningskrav: Tørr komprimeret luft 0,5 MPa;
3. Maskinens dimensioner (L × B × H): 1600 × 1200 × 1950 mm;
4. Maskinens cyklustid: ≤90 sekunder per enhed;
5. Metode til indsættelse af spoler: De forudformede lakerede wire spoler placeres manuelt i faste spolere (enten som helhed eller med afstand). Et dedikeret værktøj bruges af operatøren til at føre og skubbe spolere ind i indsætningsmaskinen. Når den aktiveres, indsætter maskinen automatisk spolerne i rotorfurerne;
6. Kobbertrådskaliber: φ1,7 – φ2,5 mm (diameter for ubehæmmet kobbertråd);
7. Der må ikke forekomme lagdeling eller skader på lakeringen efter spoleindsættelse;
8. Spoleafstanden efter indsættelse skal overholde tegningerne leveret af Part A;
9. Ingen skader på kobbertråden inde i kernen efter indsættelse. Saltbadtest ved DC 24 V: lækstrøm ≤30 mA;
10. Ingen isoleringspapirdefekter. Spole-til-jord gennemslagsisolationsmodstand: AC 800 V, lækstrøm ≤0,5 mA;
11. Den endelige fjederudgangshøjde skal overholde kravene angivet i Bilag 2: "Rotor-tegninger og basale dimensionelle parametre";
12. Efter indsættelse skal fjederne være kompakte og tæt monterede, uden at der stikker lakerede ledere ud.
Apparatets funktion:
Manuelt indsat af 27 individuelle kobberledere i den faste spoleholder → brug et dedikeret værktøj til at skubbe lederne ind → fjern spoleholder og værktøj → start maskinen → prespladen bevæger sig nedad for at presse kobberlederne → nuthovedet skubber ind → spindel roterer → indsætningsknive skubber ind → knive trækker sig tilbage efter positionering → emnet skydes automatisk ud → processen er afsluttet.
Airtac Cylinder
Ledermangeldetektering
Skæreknive (et ekstra sæt leveres separat), formningsknive (et ekstra sæt leveres separat) og faste spoleholdere med jigs – standardlevering af 5 sæt pr. maskine.
(Billede er kun til reference; kan ændres i henhold til endelig design)




